Назначение рейсмусового станка по дереву
Рейсмусовый станок нужен для производства деревянных изделий из досок, брусьев и иных сырьевых материалов из древесины. Этот инструмент предназначен для придания заготовке требуемой толщины. Он позволяет сделать поверхности дерева параллельными. После обработки заготовок рейсмусом можно получить детали с ровными гранями и нужным поперечным сечением.
Рейсмусовые станки обладают следующими характеристиками:
- глубина строгания: 5 мм;
- вес: 25-30 кг;
- потребляемая мощность: более 900 Вт;
- калибр (максимальная ширина строгания и толщина обрабатываемой заготовки): 330 мм;
- частота вращения ножевого вала: 8-10 тыс. оборотов в минуту;
- глубина строгания: до 3,2 мм.
Рейсмусовый станок отличается от строгально-фуговального функциональными особенностями. Рейсмус способен сделать вторую сторону деревянной заготовки параллельной первой. Строгально-фуговальный инструмент позволяет убрать все неровности и шероховатости с доски. Он не может откалибровать изделие из дерева по толщине.
В промышленности рейсмусовые и строгально-фуговальные станки используются совместно. С помощью этих инструментов можно изначально выровнять базовую поверхность заготовки и затем откалибровать ее до нужной толщины. На современных предприятиях применяются рейсмусно-фуговальные станки. Эти комбинированные инструменты позволяют выполнять полный цикл обработки древесины.
Устройство и принцип работы рейсмусового станка
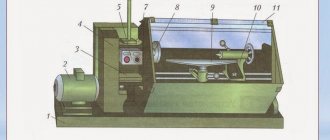
Устройство рейсмусового станка состоит из следующих механизмов:
- Ножевой вал. Этот элемент располагается на электродвигателе рейсмуса. На нем закрепляются режущие ножи в форме спиралей, отличающиеся низким уровнем шума.
- Рабочий стол. Он представляет собой горизонтальную поверхность, предназначенную для формирования глубины реза. Этот элемент станка изготавливается из древесины и тщательно шлифуется. Длина рабочего стола составляет 0,1 м.
- Станина – чугунное основание, на котором крепятся рабочий стол и ножевые валы. Этот механизм обеспечивает устойчивость станка. Станина изготавливается из чугуна и соединяется с рабочим столом при помощи струбцин – инструментов для фиксации деталей.
- Привод. Этот механизм состоит из электромотора, шкива, ремней и приводных цепей. Приводы мощных станков оснащаются двумяэлектродвигателями.
- Винтовое приспособление. Оно предназначена для определения калибра строгального инструмента. С его помощью можно выставить толщину резки.
- Валики. Они являются частью подающего механизма станка и разделены на 2 пары. Первая пара размещена над траекторией движения доски. Вторая пара расположена параллельно первой. Валики запускаются от электромотора.
- Система отсоса. Она предназначена для удаления опилок и мельчайшей древесной пыли, образующейся во время строгания брусков. В качестве системы отсоса также можно использовать пылесос.
- Верхний узел. Состоит из заднего и переднего вальцов. Этот механизм улучшает сцепление с обрабатываемой заготовки. Он позволяет контролировать направление движения бруска. Задний вал верхнего узла обладает рифленой поверхностью. Передний вал имеет ровные стороны.
- Нижний узел. Используется для подачи заготовки на рабочий стол.
- Прижимной узел. Необходим для поддержания оптимальной температуры доски в процессе строгания. Он состоит из пружинных механизмов и когтевых захватов.
- Направляющие салазки. Предназначена для перемещения станка и его основных узлов в нескольких направлениях.
Принцип работы рейсмусового станка заключается в обработке дерева с применением способа плоского строгания. Обрабатываемые бруски устанавливаются под режущими ножами и фиксируется на рабочем столе. Посредством воздействия ножевых лезвий на поверхность дерева осуществляется калибровка заготовок. В результате деталь приобретает нужную форму.
Современные модели станков оснащаются автоматической системой подачи заготовки. Она представлена роликами, прижимающих бруски к вращающемуся валу.
При наличии механизмов автоматической подачи можно настроить скорость протягивания и угол наклона деревянных изделий. Это позволяет улучшить качество обработки деталей с непараллельными гранями. С помощью этих механизмов можно пиломатериалы шириной до 1 м. Глубина пропила составляет в среднем 155 мм. Рейсмусовые станки с автоматическими механизмами отличаются прочностью и высоким уровнем производительности.
Пиление древесины
Пилением называют резание древесины пилами для разделения ее на части (заготовки и детали). При пилении образуется пропил, из которого часть древесины выходит в виде опилок. Пила представляет собой стальную полосу или ленту с рядом зубьев (резцов). Зубья имеют следующие параметры (рис. 4, а): расстояние между двумя смежными вершинами называется шаг, а расстояние между основанием и вершиной – высота зуба. Для удаления образующихся в процессе пиления опилок служит впадина (пазуха). Каждый зуб пилы имеет три режущие кромки: одну переднюю короткую и две боковые.
Различают пиление поперечное (поперек волокон древесины), продольное (вдоль волокон древесины) и смешанное (криволинейное или под углом менее 90° к волокнам древесины). Поэтому зубья пил имеют различную форму (рис. 4, б). Для продольного пиления применяют пилы с косоугольным (наклонным) зубом, для поперечного пиления – с зубом в виде равнобедренного или равностороннего треугольника, для смешанного пиления (по кривым очертаниям) – с зубом в виде прямоугольного треугольника.
Рис. 4. Элементы зуба пилы (а) и углы зубьев пил (б): 1 – для продольного; 2 – для смешанного; 3 – для поперечного пиления
Ручные пилы различаются по форме и назначению. Существуют пилы для прямолинейного и криволинейного пиления, для распиливания тонких и толстых материалов, сквозных и несквозных пропилов (рис. 5).
Рис. 5. Ручные пилы: а – лучковая; б – ножовки; в – лобзик; г – обушковая; д – наградка; 1 – пильное полотно; 2 – тетива; 3 – стойка
Лучковая пила (рис. 5, а) предназначена для продольного и поперечного распиливания древесины. Пильное полотно этого инструмента с двух концов закреплено в станке (лучке) и натянуто, благодаря чему оно длиннее и тоньше, чем у ножовки. В процессе эксплуатации лучковой пилы ее полотно не гнется, пропил получается тоньше и чище, следовательно, точнее будет размер заготовки. Эта пила позволяет совершать движения на полный размах руки, что намного сокращает затраты времени. В зависимости от предназначения лучковые пилы могут иметь разные ширину полотна и шаг зубьев.
Ножовки (рис. 5, б, г) бывают широкие, узкие и с обушком. Широкую ножовку применяют для ручной распиловки древесины и древесных материалов при выполнении столярных и плотничных работ. Ножовки могут быть для продольного, поперечного и смешанного распиливания. Узкие ножовки применяются для криволинейного пиления и распиливания тонких материалов.
Ножовки с обушком (рис. 5, г) имеют мелкие зубья и тонкое полотно, верхняя часть которого усилена стальной полосой (обушком) для придания полотну жесткости. Такие ножовки предназначены для тонких работ, требующих точных и ровных пропилов, например, выполнения шиповых столярных соединений.
Наградки (рис. 5, д) предназначены для несквозного пропиливания пазов, а также для раскроя шпона и тонкой фанеры.
Лобзики (рис. 5, в) применяют для выпиливания мелких деталей из тонких дощечек и фанеры, криволинейного пиления с крутыми изгибами, а также для выпиливания отверстий в центральных частях досок.
Чтобы полотно пилы не зажималось в пропиле, зубья необходимо разводить.
Развод зубьев пилы заключается в том, что их поочередно отгибают: четные зубья в одну сторону, а нечетные – в другую. При разведении зубьев нужно отгибать на сторону не весь зуб, а только его верхнюю часть примерно на высоте до 2/3 от основания. При пилении древесины твердых пород зубья разводят на 0,25…0,5 мм в сторону, а мягких пород – на 0,5…0,7 мм. Зубья ручной пилы разводят следующим образом. Полотно пилы плотно зажимают в тиски, а затем разводкой отгибают зубья попеременно то в одну, то в другую сторону. Разводить зубья пилы нужно равномерно, без больших усилий и резких движений, так как иначе зуб можно сломать.
В процессе пиления зубья затупляются. Чтобы восстановить режущую способность зубьев, их затачивают напильниками. Заточку нужно производить ровно, без сильных нажимов (поскольку это может вызвать перегрев пилы), так, чтобы не было заусенцев. Пилы для поперечного раскроя имеют косую заточку, поэтому напильник при их затачивании держат под углом 60…70º. Заточив через один зубья с одной стороны, затачивают пропущенные зубья с другой стороны.
Работают ножовкой следующим образом. Размеченную заготовку кладут на верстак или стол так, чтобы отпиливаемый отрезок свисал с
него. Левой рукой прижимают заготовку, а правой делают запил – несколько коротких движений пилой на себя. После запиливания ножовку двигают на всю ее длину, совмещая с разметочной чертой пропила. Физических усилий при правильном пилении быть не должно: только небольшой равномерный нажим на ножовку во время плавных движений обеспечит ровный пропил. В конце пиления нажим на пилу ослабляют, чтобы не скалывать волокна древесины при выходе пилы. Заготовку лучше всего расположить так, чтобы отпиливаемый кусок находился с левой стороны: при завершении пиления свободная левая рука легче удержит ненужный кусок и не даст ему упасть на ноги.
Для точной распиловки брусков и досок под определенными углами (90°, 45°, 60° и др.) применяют стусла (рис. 6). Стусло имеет желобчатую форму. Оно состоит из дна и двух боковин, между которыми зажимается распиливаемая заготовка. На боковинах выполнены пропилы под нужным углом. В эти пропилы вставляют полотно пилы, после чего и производят распиловку под нужным углом.
Рис. 6. Пиление в стусле: 1 – дно стусла; 2 – боковина; 3 – заготовка; 4 – пила
Типы рейсмусовых станков
По количеству обрабатываемых поверхностей выделяют следующие разновидности рейсмусных станков:
- Односторонние. Они отличаются небольшими габаритами и используются в домашних мастерских. Эти инструменты способны строгать только 1 сторону детали. Односторонними станками чаще всего обрабатываются верхние поверхности пиломатериалов.
- Двухсторонние. Они относятся к классу профессионального оборудования и применяются в небольших производственных цехах. С помощью этих инструментов можно одновременно строгать как верхние, так и нижние стороны брусков. Преимуществами двухсторонних станков являются высокая мощность и скорость обработки деталей из древесины.
- Многосторонние. Эти инструменты используются на крупных производствах. Они способны одновременно обрабатывать не менее 3-х сторон бруска, придавая ему определенную форму. Многосторонние рейсмусы отличаются большими габаритами и высокой производительностью. Они требуют тщательного ухода и ремонта.
По конструктивным особенностям рейсмусы разделяют на:
- Мобильные. Отличаются небольшим весом и размером. Поэтому их можно перемещать на дальние расстояния. Преимуществом мобильных станков является простота эксплуатации.
- Стационарные. Они имеют большой вес и крупные габариты. Стационарные устройства используются в промышленных ценах. Их нельзя переместить на другое место за короткий промежуток времени. Особенностью стационарных станков является их производительность. В отличие от рейсмусно-фуговальных инструментов они способны быстро обработать крупные заготовки с большим количеством граней. Недостатком стационарных устройств является сложность обслуживания и ремонта.
Также существуют отдельные классификации рейсмусовых станков по скорости вращения ножевого вала, количеству съемных лезвий, энергоэффективности.
Рейсмусы для домашнего использования
Рейсмусовые станки для бытовых целей имеют следующие особенности:
- Компактность. Основные комплектующие строгального инструмента имеют малые габариты, поэтому их можно разместить в небольших мастерских.
- Малая мощность электромотора. По этой причине бытовые станки нельзя использоваться для обработки крупных деталей с глубиной пропила более 1,5 мм.
- Малый вес оборудования. Бытовые рейсмусы можно быстро переместить и установить на других рабочих поверхностях.
- Экономичность. Рейсмусовые станки для домашних мастерских отличаются бюджетной ценой. Их средняя стоимость составляет 25 тыс. руб.
Бытовые рейсмусы оборудуются механизмами подачи деталей. Они применяются для неглубокого пропила деревянных поверхностей. Преимуществом строгальных инструментов для домашних мастерских является легкость эксплуатации. Они не требуют тщательного ухода и ремонта.
Промышленные рейсмусы
Промышленные рейсмусовые станки с ЧПУ обладают следующими особенностями:
- Максимальная мощность. Промышленные инструменты способны строгать большое количество пиломатериалов.
- Высокая скорость обработки. Станки для промышленного производства совершают 10 тыс. оборотов в минуту.
- Высокая глубина строгания. Промышленные инструменты могут обрабатывать детали, требующих глубину пропила свыше 1,5 мм.
Промышленные станки функционируют по принципу строгального фуганка. Съемные лезвия располагаются на обеих сторонах ножевого вала. Производственные рейсмусы оснащаются двойной стойкой, вращающимся барабаном и системой охлаждения. Специалист может самостоятельно настраивать глубину пропила инструмента при помощи встроенных контроллеров.
Области использования
Рейсмусовые станки, в том или ином виде, присутствуют на каждом крупном деревообрабатывающем предприятии и в любой небольшой мастерской. С помощью такой установки можно решить следующие необходимые задачи:
- сделать заготовки максимально ровными, шаблонными;
- выровнять половые доски или щиты для стен;
- выровнять поверхность любого изделия из древесины;
- осуществить плоскостную обработку изделия.
Видео — Выбор рейсмусового станка для гаражной мастерской
Как выбрать
При покупке станка для домашней мастерской рекомендуется учитывать следующие факторы:
- Бюджет. Самые дешевые модели бытовых рейсмусов стоят 19 000 руб. Бюджетные модели станков могут использоваться только при небольших нагрузках и малом объеме работ.
- Место для станка. Строгальные инструменты для дома должны располагаться в помещении площадью не менее 4 м2. Необходимо обеспечить доступ к устройству со всех сторон и освободить место для подачи пиломатериалов. Важно, чтобы мини рейсмусовый станок располагался на ровной поверхности и не подвергался воздействию вибраций.
- Технические параметры. Они характеризуют возможности строгального оборудования. Основными техническими параметрами рейсмусовых станков являются мощность электродвигателя, вес, размеры, глубина пропила и частота вращения ножевых валов. Эти показатели влияют на производительность станка, качество обработки древесины и сложность транспортировки оборудования.
- Комплектующие станка. Рекомендуется приобретать инструменты с цифровым дисплеем, подающими роликами из полимеров, ручками для транспортировки строгального оборудования и системой удаления опилок.
Наибольшей популярностью среди покупателей пользуются станки, изготовленные в Китае, Японии и США. Крупнейшими производителями рейсмусов являются компании JET, Makita, Sturm, Patriot и Metabo. При покупке строгального аппарата рекомендуется проверить качество его изготовления. На нем не должны присутствовать царапины, вмятины и иные внешние дефекты. Важно, чтобы валы и съемные лезвия были плотно закреплены.
Работа на рейсмусовых станках
Для строгания древесины при помощи рейсмуса необходимо расположить обрабатываемую деталь на рабочем столе под прямым углом относительно ножевого вала. При ручной подаче необходимо зажать брусок с 2 сторон руками и плавно подавать его в сторону лезвий. Обработанную часть заготовки необходимо извлечь и подать ее на ножи другим концом. Эти действия необходимо осуществить при обработке всех граней бруска.
При работе с рейсмусовыми станками по дереву необходимо соблюдать технику безопасности:
- Аккуратно подавать заготовки. Доски быстро заходят в отсек с большим прижимным усилием. Важно, чтобы в прижимной узел не попали руки. Иначе оператор может получить травму.
- Использовать несущие бруски при строгании коротких заготовок. В противном случае обрабатываемые детали могут выпасть из станка, нанеся травмы оператору.
- Принять правильную позу. Перед тем, как работать на рейсмусовом станке, необходимо становиться сбоку от него. Это позволит избежать травм при подаче и принятии досок. При работе в этом положении рекомендуется использовать удлиняющие столы и роликовые опоры. Они позволят легко подавать и принимать длинные доски.
- Не снимать кожух древесины для очистки рабочего стола от опилок. Это может привести к травмам. Для очистки необходимо использовать промышленные пылесосы.
- Контролировать размер обрабатываемых заготовок. При подаче деталей с выступающей кромкой бруски могут деформироваться при соприкосновении с вращающимся валом.
После каждого сеанса обработки необходимо проверять состояние строгального аппарата. Требуется регулярно смазывать рабочие элементы станка и заменять съемные лезвия на ножевом вале.
Назначение рейсмуса
Разметочный рейсмус — это инструмент, который предназначен для быстрого нанесения разметочных линий на поверхность обрабатываемой детали. Нанесённая линия проходит параллельно выбранной базовой линии, обычно параллельно краю детали. Разметочные линии могут быть как прямыми, так и криволинейными. С помощью рейсмуса можно снять размер с чертежа или образца и перенести на заготовку.
Самая простая модель состоит из корпуса и рейки, в которой с помощью винта закреплено приспособление для разметки. И с этого момента уже начинают появляться различия в конструкции: рейка может быть неподвижна относительно корпуса, а может быть подвижной. Рейка может быть одиночная или спаренная. Сечение рейки квадратное или прямоугольное, это не даёт ей проворачиваться при работе. В качестве наносящего инструмента могут использоваться режущие, царапающие или рисующие приспособления. Режущие и царапающие инструменты создают на поверхности детали риску, которая облегчает отрезание по разметке.
Работает рейсмус очень просто. Например, поставлена задача отпилить от края доски ровно 3 см, чтобы получить нужный размер заготовки. Выставляется расстояние между колодкой и наносящим инструментом–3 см, колодка прижимается к краю доски. Инструмент двигается вдоль доски и разметка готова!