Строгание металла – это процесс снятия поверхностного слоя обрабатываемой поверхности с целью придания необходимой ему формы и размера.
Строгальный станок по металлу – это металлорежущий станок, предназначенный для обработки плоских деталей или фасонных поверхностей. Движения, совершаемые станком, могут быть поступательно-возвратные и прямолинейные. Они будут зависеть от площади поверхности, которая подвергается обработке, и от технических характеристик станка.
Технология изготовления детали включает в себя несколько этапов. Один из них заключается в обработке изделия на строгальном станке по металлу. Существует несколько разновидностей станков, предназначенных для работы с металлом на разных стадиях производства деталей, придание им необходимой формы и размера.
Сфера применения и назначение
самодельный станок
Промышленное и самодельное строгальное оборудование используется для односторонней обработки плоских поверхностей изделий из дерева. Основная сфера применения станков — мебельное и деревообрабатывающее производство. На них простругивают перпендикулярные поверхности, выбирают фаски под нужным наклоном с боковин. Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Фуговальный станок не позволяет строгать по толщине в размер, а также выполнять детали с параллельными поверхностями!
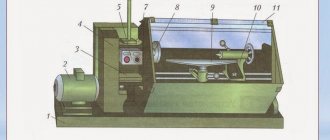
Устройство дерево- и металлообрабатывающих строгальных станков
Строгальный станок — оборудование, используемое для обработки плоских, фасонных и линейчатых поверхностей методом долбления, еще их называют долбежными станками. Такие агрегаты применяются для формирования пазов, канавок и штампов на металлических и деревянных деталях в условиях индивидуального и мелкосерийного производства.
В данной статье рассмотрены строгальные станки, мы изучим их конструктивные особенности, принцип работы и разновидности, а также узнаем, как можно сделать простейший строгальный станок своими руками.
Классификация фуговальных станков
По количеству устройств для строгания фуговальные станки могут быть двухсторонними или односторонними. Все строгальные устройства делятся на категории согласно ширине строгальной поверхности, длине рабочего стола и частоте вращения ножевого вала.
Согласно обрабатываемой ширине заготовки различают механизмы:
- на 40 см;
- на 50 — 52 см;
- на 60 — 63 см.
Компактные самодельные агрегаты для дома обладают меньшей шириной обработки.
Согласно длине рабочей поверхности выделяется две группы устройств:
- с длиной меньше 250 см;
- с длиной от 250 до 300 см.
На длинных столах можно обрабатывать более крупные заготовки. Качество фугования также повышается.
Согласно частоте кручения рабочего вала станки делятся на две категории:
- 4700 — 4800 оборотов в минуту;
- 5000 оборотов в минуту.
Промышленные двигатели могут работать с частотой вращения, достигающей 12000 оборотов в минуту.
Последовательность сборки станка
Чтобы работа увенчалась успехом, сначала составляются рабочие чертежи и краткое описание устройства.
- Начинается сборка станка с переноса на заготовки размеров с чертежа, и изготавливаются детали в натуральную величину. При этом нужно обратить внимание на местоположение подшипников ротора.
- Устанавливается ротор с подшипником, ремни присоединяются к ножевому валу и двигателю.
- Монтируются подающий и принимающий столы. Движущиеся части станка закрываются листами металла или фанеры.
- Устанавливается пусковой включатель/выключатель.
- Делается контрольный пуск агрегата.
Видео: фуговальный станок вместо рейсмуса.
Устройство фуговального станка
станина с прикрепленным валом ножей
Конструкция состоит из основных элементов:
- рабочая поверхность;
- станина;
- направляющая;
- вал ножей;
- круговое ограждение.
Рабочая поверхность строгального станка состоит из двух плит: задней и передней. Уровень задней плиты совпадает с уровнем верхней точки лезвий резаков. Уровень передней выставляется ниже настолько, сколько материала снимается при обработке. Обычно перепад уровней составляет не более 1,5 миллиметров. Этого достаточно, чтобы качественно обработать поверхность детали в два приема.
Плиты изготавливают из чугуна, а чтобы сделать стол более устойчивым, предусмотрены ребра жесткости. Края плит закрыты стальными накладками, предохраняющими их от разрушения. Они же являются стружколомателями.
Вал ножей находится между двумя плитами, к валу крепятся резаки. Для качественной обработки необходимо подбирать одинаковые резаки. Как правило, используются однокромочные ножи, которые можно затачивать. Двухкромочные резаки после сильного затупления выбрасываются и заменяются новыми, затачивать их невозможно. Как правило, станки для бытовых мастерских оснащаются резаками из инструментальной быстрорежущей стали. Чтобы работать с плотными видами дерева или прессованными плитами используются резаки с твердосплавными напайками.
Направляющая фиксируется при помощи болтов в предусмотренных отверстиях. Линейка может передвигаться в поперечном направлении в зависимости от размера детали.
Круговое ограждение устанавливают на передней части плиты, к направляющей оно плотно прилегает за счет пружины. Ограждение прикрывает ножевой вал. Движение от мотора на вал ножей передается посредством ременной передачи.
Оптимальный размер деталей из дерева для обработки на фуговальном станке от 100 до 150 см. Слишком длинные детали свешиваются и создают неудобство при работе дома, а короткие — опасно.
Как правильно фуговать доски
Фугованием называется процесс обработки деревянных изделий при помощи фуговального станка. Изначально обрабатываемая деталь закрепляется на рабочем столе. В процессе фугования необходимо соблюдать следующие правила:
- Фуганок необходимо придерживать двумя руками: левая должна располагается на управляющей ручке, правая – на колодке.
- В процессе строгания прибор нужно вести вдоль волокон древесины. Рекомендуется подталкивать приспособление вперед под давлением собственного веса.
- Для обработки кромки требуется повернуть брусок нужной стороной к лезвиям и обстрогать его по идентичному алгоритму.
В процессе фугования поверхности доски (пласти) становятся параллельными по всей ширине.При работе с фуговальным станком необходимо соблюдать технику безопасности:
- При включенном станке запрещается трогать лезвия руками.
- Работать с инструментом нужно в спецодежде. Голова должна быть защищена головным убором, руки – перчатками, глаза – очками, ноги – специализированной обувью. Важно, чтобы спецодежда плотно прилегала к телу.
- В процессе фугования нужно использовать прижимные держатели, защищающие пальцы оператора от ножей.
Чтобы не срезать лишнее количество древесины, рекомендуется нанести на поверхности бруска меловую линию. Если она полностью исчезла, то поверхность заготовки стала гладкой.
Настройка и выбор режима
механизм изменения расстояния между валом ножей и кромкой стола
Перед началом работы нужно подсчитать толщину состругиваемого материала и скорость движения заготовки (для оборудования с автоподатчиком). Величина слоя зависит от изначального состояния дерева и определяется опытным путем. Для этого обрабатывается несколько (не более пяти) заготовок. Если на поверхности остаются непроработанные участки, плиту немного опускают. Если заготовка покороблена более чем на 2,5 мм, обработка осуществляется в два этапа.
Когда высота плит выставлена, измеряют промежуток между кромкой резаков и губками плит, который должен быть от 2 до 3 миллиметров. Для определения промежутка используется калиброванная пластинка, которая должна вставляться в щель легко, но без щелей. Если щель превышает 3 мм, деталь покрывается вырывами, при щели менее 2 миллиметров разрушается резак.
Кроме выставления плит по высоте, необходимо также определить место направляющей. При обработке брусков из дерева промежуток между линейкой и левым краем вала ножей должен быть немного больше, чем ширина бруска. Постепенно ножи затупляются и направляющая передвигается направо, вовлекая в работу другие части резаков. Линейка передвигается поперек столешницы на реечном устройстве, запускаемым маховиком. Чтобы выполнить угловую фаску на кромке, направляющую устанавливают с помощью шаблона или угольника и закрепляют винтом.
Автоподатчики регулируют на подачу деталей без стопоров, с малым прижимом. При обработке кромок их размещают параллельно линейке.
Правильность настроек строгального оборудования определяют опытным путем. Разрешенные погрешности составляют:
- по плоскости не более 0,15 миллиметров на каждый метр;
- по перпендикуляру — не более 0,1 миллиметра на 10 см.
Разновидность строгальных станков по металлу.
Строгальные станки по металлу представляют собой группу оборудования. В ее состав входят следующие станки:
- долбежные,
- протяжные,
- продольно-строгальные,
- поперечно-строгальные,
- фасонно-строгальные.
Деление станков на поперечно-строгальные и продольно-строгальные зависит от движения самой детали или режущего инструмента. В продольно-строгальных станках основные движения выполняются заготовкой, которая закреплена специальным образом. Они предназначены для работы с небольшими заготовками. Резцы в нем двигаются с определенной скоростью.
Поперечно-строгальное оборудование по металлу предполагают работу со средними размерами заготовок. Также их функцией является проделывание отверстий, выемок и каналов.
.
:
Принцип работы на фуговальном станке
направляющая линейка из ДСП
Для работы на одностороннем фуговальном оборудовании дома достаточно одного человека. Он исследует состояние заготовки, кладет ее выпуклой плоскостью вверх на переднюю плиту. Двумя руками придавливает к линейке и направляет на резаки. Далее, уже отфугованную сторону левой рукой прижимает к поверхности задней плиты. Обработанную заготовку мастер осматривает: если она недостаточно простругана, отправляет на ножи. Желательно избегать обработки очень покоробленных заготовок, так как снимается слишком толстый слой стружки. Оставшаяся заготовка может получиться недопустимо тонкой.
При обработке двух перпендикулярных плоскостей первой идет в работу большая по площади. Потом ее прикладывают к направляющей и строгают вторую. Двусторонний станок позволяет провести обработку одновременно обеих сторон.
- Если при обработке на плоскости появляются «поджоги» или «мшистость» — пришло время заточить резаки;
- При работе с деталями короче 40 см и уже 3 см их удерживают только специальными толкателями, а детали сложной формы шаблонами;
- Если обструганная плоскость кривая или имеет форму крыльчатки, следует проверить уровень плит столешницы и вала ножей.
Как деревообрабатывающее устройство собрать дома?
В нашей стране левшей и кулибиных еще хватает, и собрать настольный фуговальный, фуговально-рейсмусовый или циркулярный агрегат могут многие мужчины.
Это тем более реально, что в настоящее время можно купить любой металлопрокат, электромотор, режущий вал и любую деталь для станка. Да еще в специальном магазине отрежут нужную деталь требуемого размера, просверлят, подберут крепежные детали. Умельцу необходимо только составить подробный чертеж желаемого агрегата, определившись с его назначением. Самодельный фуговальный станок может быть:
- Односторонним, выполнять только одну рабочую функцию строгания, обрабатывать за один проход одну грань заготовки.
- Двухсторонним, обрабатывающим поверхность и кромку заготовки за один ее проход.
- Фуганок совмещенный с циркуляркой, то есть на одном валу «сидят» вал с лезвиями и дисковая пила, при этом КПД собранного своими руками деревообрабатывающего агрегата увеличивается в два раза.
- Трудновыполнимо, но все же есть мастера, которые к фуговальному агрегату прибавляют устройства для сверления, заточки, шлифовки.
Умельцы самодельный фуговальный станок чаще всего совмещают с циркулярной дисковой пилой. В этом варианте исполнения три рабочих стола – два для подачи и приема заготовки при фуговании, и один служит для работы с дисковой пилой.
Такие совмещенные конструкции имеют приспособления для безопасности оператора. При работе с фуганком, пила накрывается специальным кожухом и наоборот, когда работает пила, режущий вал закрывается приспособленной планкой.
Фуговальный станок своими руками
самодельный станок — вид сбоку
Раму небольшого настольного станка для дома можно сделать из металлической трубы прямоугольного сечения. Более мощная самодельная конструкция получится из уголка 40 мм. Ширина станины зависит от размера ножей и планируемой ширины строгания.
С одного торца к раме привариваются две направляющие, верхние кромки которых совпадают с поверхностью станины. Посередине станины на болты, вкрученные в заранее приготовленные отверстия, прикрепляется вал ножей, установленный на пару шарикоподшипников.
Рабочие поверхности для настольного станка для дома выполняют из толстой фанеры, уложенной на бруски. А чтобы регулировать их уровень, предусматриваются самодельные накладные болтовые соединения. По четыре соединения для каждой плиты: пара спереди и пара сзади. Снизу к каждой части столешницы прикрепляется вертикальный брусок с отверстием. Через брусок и верхнюю горизонталь станины продевается длинный штырь с резьбой, с помощью которого изменяется положение столешницы относительно вала ножей.
Есть другой вариант самодельного крепления рабочей поверхности: в станине проделаны пазы (4 шт.), в подвижной столешнице такое же количество отверстий, в которые вставляются головки шпилек на резьбе. Подкручивая гайки и перемещая в пазах шпильки, изменяют расстояние между валом ножей и кромкой столешницы.
Задняя плита устанавливается неподвижно и по высоте подгоняется под вал ножей. В качестве направляющей линейки может служить доска или ДСП подходящего размера.
При выборе двигателя следует исходить из характера использования будущего станка. Для бытовых нужд достаточно мощности 750 Вт, но с более серьезными задачами справится мотор мощностью не менее 1,5 киловатт.
Еще несколько вариантов самодельных фуганков:
Обзор заводских моделей
| Модель | W0108 | W0106FL | W0103FL | W0100 |
| Двигатель | 0,75 кВт 220В | 0,75 кВт 220 В | 2,2 кВт, 220В | 3,7 кВт 380В |
| Ширина реза | 153 мм | 153 мм | 203 мм | 400 мм |
| Максимальная глубина реза | 3 мм | 3,2 мм | 3,2 мм | 3 мм |
| Число ножей режущего вала | 3 | 3 | 4 | 4 |
| Диаметр режущего вала | 61 мм | 61 мм | 78 мм | 98 мм |
| Длина стола | 1210 мм | 1535 мм | 1800 мм | 2250 мм |
| Длина подающего стола | 700 мм | 760 мм | 880 мм | 1090 мм |
| Длина приемного стола | 590 мм | 755 мм | 880 мм | 1090 мм |
| Ширина стола | 255 мм | 255 мм | 330 мм | 420 мм |
| Высота стола от пола | 820 мм | 850 мм | 795 мм | 820 мм |
| Размеры упора | 740 х 98 мм | 889 х 124 мм | 889 х 124 мм | 1195 х 150 мм |
| Размеры в упаковке | 1245х515х275 мм | 1600х360х250 мм | 1850х450х300 мм | 2300х820х1025 мм |
| Масса брутто | 104 кг | 135 кг | 208 кг | 570 кг |
| Цена | 52000 руб | 68000 руб | 112000 руб | 229000 руб |
W0108
W0106FL
W0103FL
W0100