Конструкция передней бабки токарного станка СТД-120М
Передняя бабка станка токарного СТД-120М служит для установки и крепления заготовки и передачи ей вращательного движения.
Передняя бабка состоит из фасонного корпуса, отлитого из чугуна. В нем соосно расточены два отверстия для радиальных сферических подшипников.
Шпиндель представляет собой стальной фасонный вал, на правом конце которого нарезана резьба для навертывания патрона, планшайбы и других специальных приспособлений для закрепления заготовок.
На левом конце шпинделя насажен двухступенчатый приводной шкив, получающий движение через клиноременную передачу от электродвигателя. С обеих сторон на бабке крепятся крышки с войлочными набивками.
Для пуска и остановки шпинделя станка СТД-120М на корпусе передней бабки размещен пост управления, а сверху – светильник.
Клиноременная передача. На валу электродвигателя станка токарного СТД-120м жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка СТД-120. Переставляя ремень с одной ступени на другую, можно менять частоту вращения шпинделя. Клиноременная передача станка СТД-120м закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем. При ее открывании происходит отключение электродвигателя и шпиндель станка СТД-120м останавливается.
На валу электродвигателя жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка. Клиноременная передача закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем так, что при ее открывании происходит отключение электродвигателя и станок останавливается. Крышка ограждения запирается при помощи винта.
воскресенье, 12 марта 2021 г.
Как сделать патрон для станка по дереву
Сегодня я продолжу тему самодельного токарного станка и оснастки к нему.
Давно я не снимал видео на эту тему. И сейчас, пока видео еще готовится, я решил написать данную статью.
Я уже поднимал тему патрона в этой статье: Самодельный токарный патрон.
В моей мастерской работает 2 токарных станка по дереву и еще один в процессе изготовления.
О большом станке я говорил в одном из старых видео:
–
– А о втором (настольном) уже подробно рассказывал в этом видео: –
–
Для обоих станков я сделал достаточно много оснастки. Это и планшайбы, и разного рода трезубцы и приводные муфты,
и даже фланец с трех-кулачковым патроном Ф 80 мм. Но на маленьком станке я редко использую патрон
из-за его
большой инерции и массы
.
Станок имеет довольно высокие обороты – 2700 об/мин (для простоты конструкции использован прямой привод – двигатель служит передней бабкой).
Ведь у этого патрона масса преимуществ:
Прежде всего он позволяет обрабатывать торец детали – сверлить, подрезать растачивать отверстия
.
Во-вторых деталь в таком патроне фиксируется довольно прочно.
В-третьих он более безопасен чем разного рода самоделки с фиксацией заготовки болтами:
Преимущество резьбового патрона – более надежная фиксация заготовки, так как она завинчивается в патрон и надежно фиксируется при помощи резьбы.
Но у такого патрона есть и обратная сторона – сложность извлечения остатка заготовки, который нужно вывинчивать
, а не выбивать.
Этот процесс можно упростить, просверлив в остатке 2 отверстия и применив ключ, которым зажимают гайку фиксации отрезного диска на УШМ.
Видео о самодельном патроне: =
=
Я сделал этот патрон раньше и по опыту эксплуатации решил сделать еще один, больший, без резьбы.
=
=
Для большего патрона я использовал водопроводную трубу внешним диаметром Ф 48 (1 1/2″)
Внутренняя поверхность патрона цилиндрическая, с небольшим “заходным” конусом, позволяющим более плотно забить заготовку
.
В боковой стенке патрона есть два отверстия Ф 4 мм, в которые при необходимости можно завинтить шурупы для лучшей фиксации заготовки.
Также предусмотрены отверстия Ф 10 мм для контроля глубины (положения) заготовки
Чтобы изготовить эти патроны, я использовал токарный станок по металлу (ТВ-4) и сварочный аппарат.
Но есть и другой способ, который не требует сложного оборудования.
Конструкция планшайбы для токарного станка по дереву
Конструкция и принцип работы токарного станка с чпу
Планшайба для токарного станка по дереву представляет собой деталь, имеющую форму стального диска с отверстиями для крепления габаритной заготовки. Существует множество разновидностей планшайб, различающихся между собой:
- материалом изготовления;
- толщиной диска;
- размером и конфигурацией крепежных отверстий;
- способом изготовления;
- термообработкой;
- наличием дополнительных аксессуаров.
Токарная обработка часто встречается при работе с вогнутыми плоскостями заготовок, обрабатываемые детали при этом имеют большое сечение и толщину. Закрепить такие материалы на других станках проблематично, изгиб мешает захватить необходимую часть заготовки.
Планшайба – литой металлический диск, имеющий резьбовое центральное отверстие для закрепления его на шпинделе токарного станка по дереву. В планшайбе заготовка крепится металлическими шурупами. Они насквозь проходят через ее отверстия и надежно вкручиваются в дерево.
При реализации токарный деревообрабатывающий станок комплектуется планшайбой с наружным диаметром 100–150 мм. Дополнительно специалисты могут приобрести подобные изделия любых размеров, с другим расположением крепежных отверстий и рабочей толщины.
При покупке для домашнего пользования необходимо выбирать планшайбу с максимальным наружным диаметром. Он должен соответствовать базовому размеру дна обрабатываемой заготовки.
Предпосылки использования планшайб
При выполнении точения деревянных изделий часто возникают ситуации, когда токарь обязан произвести ювелирную обработку граней, точность таких манипуляций на стандартном агрегате выполнить невозможно. Особенно если деталь имеет большие габариты и неровные углы. Фиксация заготовки на планшайбе осуществляется с помощью крючков.
Болванка, используемая для вытачивания чаши, должна быть закреплена тщательнейшим образом, в противном случае деталь сорвется с места фиксации и работа будет испорчена.
Высока вероятность серьезных последствий и несчастных случаев, если тяжелая заготовка сорвется со шпинделя станка. Своими руками изготавливают специальные крепежные устройства многие профессиональные токари, работающие по дереву.
Габариты самого агрегата небольшие, он способен поместиться в небольшом цеху или гараже частного дома. Принудительной вентиляции предусматривать в помещении, где будет происходить эксплуатация оборудования, не требуется. Многие мастера устанавливают станок между двух окон, это позволяет усилить естественную вентиляцию.
Планшайба в домашних условиях
Для выполнения сборки агрегата в домашних условиях мастер обязан знать регламент работ, это упростит монтаж всех деталей и позволит долго эксплуатировать станок. Методика довольно простая, но все пункты требуют внимания от специалиста и ловкости. Пошаговая инструкция изготовления самодельной планшайбы:
- Взять ровный стальной лист толщиной 10 мм.
- Стальной, неповрежденный уголок 50×50 мм, болты М8×30 в количестве 8 штук, плоские шайбы и гайки к ним.
- Тщательно продумать, каким образом самодельная планшайба для токарного станка по дереву будет крепиться в шпинделе агрегата. Купить либо выточить втулку с резьбой.
- Стальную пластину разметить окружностью необходимого диаметра. Нанести две оси, чтобы они проходили через центр и пересекались под углом 90º.
- Лобзиком произвести круг по размеченной линии, щепетильно отшлифовать.
- Промочить сквозные пазы по центральным осям, не доходя 3 см до границы детали, отойдя от центра на несколько сантиметров. Лучше предварительно просверлить отверстия несколько большего сечения, чем заготовленные болты.
- Отпилить от цельного уголка четыре одинаковых отрезка. Одну полку каждого отрезка просверлить тем же сверлом, что и пластину.
- В двух других полках уголков нарезать резьбу М8. Вкрутить в нее болты.
- К пластине приварить резьбовую втулку крепления к валу.
- Через шайбы прикрутить уголки к планшайбе с помощью болтов.
- Планшайба для токарного станка своими руками изготовлена. Необходимо закрепить ее на шпинделе агрегата и начинать работу.
Закрепить планшайбы на шпинделе
Чтобы фиксировать такой шайбой заготовки, уголки передвигаются в требуемое положение и крепятся гайками. Надежно каждая деталь зажимается с помощью болтов, они вкручиваются в полки уголком с резьбой М8.
видео-инструкция по изготовлению своими руками, как самому сделать патрон, планшайбу, фото и цена
Все фото из статьи
Существует много версий токарных станков, с помощью которых можно обрабатывать деревянные заготовки. Они могут быть и совсем крошечными, в которых в качестве мотора применяют обычную электродрель, и довольно мощные с крупными силовыми установками и элементами оборудования.
В нашем случае мы будем использовать материалы, основные из которых можно найти в гараже или подвале, а недостающие легко приобрести на строительном рынке или в магазине.
На фото — станок токарный по дереву 3 в 1
Большинство из нас, скорее всего, усомнится в своих силах и не будет даже пытаться повторить предложенное. В тоже время все, написанное ниже не составит особых трудностей для тех, кто когда-либо работал с древесиной. Никаких особых методов или приемов вы здесь не увидите, все максимально просто и доступно.
Материалы и оборудование
Прежде чем узнать, как самому сделать станок токарный по дереву, необходимо подготовиться к работе.
В данном случае вам понадобится:
- фанера толщиной 18 мм, из которой будут изготовлены в основном все детали;
- доски толщиной 50 мм для изготовления передней бабки;
- брус сечением 50х50 мм для станины.
Из оборудования следует подготовить:
- Электродвигатель на 220 В или 380 В, зависит от того, какое напряжение подходит в вашу мастерскую.
- Шкив – лучше брать 3 ручейный, с помощью которого можно регулировать оптимальную скорость обработки. Желательно приобретать совместную пару.
- Клиновой ремень.
- Сверлильный патрон – используется как основной держатель на передней бабке. Это своеобразный самодельный патрон для токарного станка по дереву.
- Электрическую коробку с выключателем и его защитой от несанкционированного нажатия.
- Саморезы по дереву различных размеров.
- Болты, шайбы, гайки-бабочки и гайки т-образные.
- Пластиковый защитный кожух.
- Стальная пластина.
- Монтажная шина для движения задней бабки по станине – если ее цена не устроит, можете заменить алюминиевым карнизом.
- Винтовой стержень – регулирует надежность фиксации заготовки в центрах станка.
- Накидная гайка – является стопором на передней бабке.
- Металлические петли – позволяют осуществить оптимальную натяжку ремня на шкивах благодаря консоли.
- Стопорные кольца – используются для удержания подшипников в своих гнездах.
Самодельная планшайба для токарного станка по дереву применяется вместо токарного патрона
Ниже предлагается пошаговая инструкция процесса.
Изготовление станины
Элемент имеет важное функциональное значение и является прочным основанием для остальных подвижных частей нашего станка.
- «Постель» изготавливается из 2 листов фанеры, которые соединяются между собой с помощью клея и саморезов:
- первый имеет размер 18х500х1200 мм;
- второй – 25х500х1200 мм.
«Постель» будущего токарного станка по дереву
- Отмерьте на брусе два отрезка длиной по 1200 мм и отпилите их.
- Установите на «постель» с шагом между собой 50 мм.
- В каждом бруске посередине сделайте пазы для направляющих длиной 900 мм для установки бабок и установите их.
Совет: вместо штатных направляющих Т-образной формы вы можете использовать б/у алюминиевые карнизы, они работают не хуже.
Двигатель станка
В этом шаге все будет зависеть от того, какое оборудование вам удастся купить или найти у себя в доме. Мы будем использовать двигатель от точильного станка, но лучше, если вы сможете достать мотор с низкой скоростью оборотов — 1750 об/мин.
Поэтому в нашем случае придется уменьшать заявленную скорость в 3000 об/мин с помощью наборов шкивов, для чего лучше использовать два комплекта – для мотора и передней бабки станка.
Набор шкивов разного диаметра позволяет регулировать скорость вращения деревянной заготовки
Достаточно приобрести 3-х шаговые шкивы, которые помогут выставить скорость от 700 об/мин до более 4000 об/мин на заготовке. Вот примерные данные:
| Шкив на двигателе | Шкив на передней бабке | Скорость вращения заготовки |
| малый | большой | 700 |
| малый | средний | 1000 |
| средний | большой | 1250 |
| большой | большой | 1725 |
| большой | средний | 2500 |
| средний | малый | 3000 |
| большой | малый | 4150 |
Крепление мотора происходит на фанерной площадке, которая свободно висит, чем и создает необходимое натяжение ремня
Совет: перед приобретением рекомендуем расспросить продавца о возможностях одновременной работы двигателя с установленными шкивами.
Площадкой для двигателя будет служить фанера, которая петлями прикрепляется к основной станине. При этом учтите, что каждая из них должна быть расположена от края на 60 мм для надежности крепления.
Самодельные токарные станки по дереву своими руками обычно используют ременную передачу, при этом перемещать ремни на шкивах нужно самостоятельно
Для легкого доступа к запуску и остановке оборудования, установите кнопку «вкл/выкл» на передней части токарного станка. Подключение не представляет трудностей – вам следует вставить ее в цепь между двигателем и сетью 220/380 В.
Защитите кнопку верхней крышкой от несанкционированного запуска оборудования
Передняя бабка
Элемент передает вращение на заготовку от двигателя, надежно удерживает детали оборудования, поэтому он должен быть достаточно мощным. В основном размеры бабки зависят от диаметра шкива. Изготовить ее можно из древесины лиственных пород или же использовав сэндвич из фанерных листов, который будет не менее надежным.
Передняя бабка должна быть максимально надежной
В нашем варианте применили 2 Т-образные заготовки из массива древесины толщиной 150 мм и высотой 165 мм. Соединили их между собой третьей заготовкой по типу «шип-паз». Глубина конструкции должна соответствовать нормальному вращению самого большого по диаметру шкива.
Совет: изготовить 3 части передней бабки можно и из фанеры.
Все элементы передней бабки должны быть надежно прикручены
Ее механизм состоит из двух оправок с подшипниками и стопорными кольцами. Каждая из них прикручивается саморезами к бабке с двух сторон.
Задняя бабка
Для изготовления возьмите готовый сэндвич из склеенных листов фанеры.
Т-образные заготовки имеют такие габаритные размеры:
- ширина – 150 мм;
- высота – 215 мм.
Скошенные углы задней бабки не имеют значения, пусть будут 25˚
По центру в верхней части следует сделать отверстие, которое должно совпадать по уровню с патроном передней бабки. Для надежной фиксации заготовки в центрах применен винтовой стержень длиной 180 мм.
Задняя бабка прикрепляется к станине с помощью гаек-«бабочка»
Применяется также стопорная гайка внутри между частями задней бабки, чтобы ограничивать выдвижение стержня.
Стопорная гайка дает возможность регулировать выдвижение винтового стержня
Внутри между частями задней бабки необходимо вставить дополнительные элементы из древесины, которые позволят увеличить ее надежность. Для перемещения винтового стержня снаружи рекомендуем изготовить маховик из соединенных между собой кусков фанеры.
Маховик из фанеры позволит легче регулировать закрепление заготовки на станке
Защита для ремня и точильного камня
Надеемся, что вы не забыли, как важна техника безопасности при работе с вращающимися элементами. В нашем случае нам следует установить защитный кожух на ремень и вторую часть точильного стана, чтобы ни тот, ни другой в случае разрыва или поломки не смогли нам навредить.
Изготовьте защитный кожух для приводного ремня и точильного камня
В первом случае можно приобрести в магазине или сделать кожух из пластика самостоятельно, закрепив его с двух сторон двумя болтами с гайками. Его размеры, к примеру, могут быть следующими – 450х170х270 мм. Главное, чтобы он не мешал, а только защищал работающего.
Во втором случае можно использовать старое пластиковое ведро подходящего диаметра, которое необходимо закрепить над наждачным кругом. Он будет крутиться постоянно, поэтому эта защита лишне не будет никогда.
Суппорт
Для его изготовления возьмите 18 мм фанеру:
- Из деревянного бруска размером 100 на 300 мм изготовьте базу элемента. Затем сделайте в нем паз для свободного перемещения по нему болтов с гайками-«бабочками», которые смогут надежно удерживать суппорт в нужном положении.
Готовый суппорт на станине
- Вторая часть – предназначена для установки на базе суппорта и является поворотной. Брусок имеет закругленные углы и два отверстия для нижнего и верхнего крепления.
Крепление суппорта на станине
- Третья часть – удерживает поворотный рычаг.
- Четвертый элемент – основной блок для удержания опорного рычага. Его стороны следует срезать под угол 45˚ для большей надежности. Можно заменить металлическим.
Суппорт состоит из 6 элементов
- Важнейший элемент – опорный рычаг, который необходимо приклеить и привинтить к нижнему основанию максимально надежно. Его размер 100 на 200 мм, изгиб боковых сторон завершается на расстоянии 30 мм до его вершины, которая скошена под углом 30˚.
- Металлическая пластина, установленная с помощью 4-х саморезов на вершине, позволит снизить износ элемента.
При поддержке суппорта вы можете обрабатывать заготовку на станке
Совет: прежде чем использовать суппорт проверьте, чтобы инструмент мог легко скользить по пластине.
Вывод
Сегодня вы узнали о том, как изготовить токарный станок по дереву, в котором максимально использовалась древесина в качестве основного материала – фанера, брус и доска. Изготовить данную конструкцию в домашних условиях вполне возможно самостоятельно, для чего потребуется приобрести или использовать электродвигатель с передаточными шкивами.
Во время работы необходимо не забывать о правилах техники безопасности и защитных очках. Видео в этой статье даст возможность найти дополнительную информацию по вышеуказанной теме.
rubankom.com
Выбор талрепа
Технические характеристики настольного токарного станка 1д601
Выбор инструмента из расчёта предполагаемой нагрузки, это гарантия, что он не деформируется во время работы. Сделать это помогут таблицы, которые есть у продавца, где производитель указывает, какая модель на что рассчитана. Но выбор зависит не только от веса груза, но ещё и функции
Первый параметр, на который нужно обратить внимание — диаметр резьбы. Винтовой крепёж на М10, М8, М12, М20, М16, имеют разную резьбу
Цифра, идущая после буквы «М», указывает на диаметр резьбы в миллиметрах, М12 — резьба 12 мм. Маркировка Т 10-01, Т 30-01, указывает на нагрузку, при которой деталь начинает разрушаться.
Талрепы чаще всего задействуют при работах на открытом воздухе, где они подвергаются воздействию влаги, температурным перепадам. Без защиты от такого воздействия современные детали не поставляются, чаще всего это цинкование.
Первый опыт точения на токарном по дереву с планшайбой. Токарный сувенир из дерева своими руками
Устройство и назначение задней бабки токарного станка по металлу
——————————————————————————————————— Это канал о столярничестве — как сделать из дерева своими руками.
Смотрите другие мои видео:
***Столярные проекты (мебель и прочее)*** https://www.youtube.com/watch?v=tejxqO6QJx4&list=PLh72fBFaYWSiCbtKBCOakP5z2x3B9pVYA
***Инструменты и мастерская*** https://www.youtube.com/watch?v=23-rRozXLLo&list=PLh72fBFaYWSiQ7axgYGNVDbl22WAX3UAv
***Полезные столярные хитрости*** https://www.youtube.com/watch?v=p1TQGf1qXQo&list=PLh72fBFaYWSjwM9P97tIYl2WDcc_9CVKc
***Токарные проекты***
https://youtube.com/watch?v=v%2520
***Столярные думы (размышления, аналитика)*** https://www.youtube.com/watch?v=rk4hX12gfXM&list=PLh72fBFaYWShdQCFHYPwRImDjTlm0Y5OJ
Общее описание и конструкция
Типовая конструкция планшайбы одинакова для станков по металлу и по дереву. В общем случае она представляет собой диск, на котором выполнены узлы крепления заготовок. Материалом для изготовления служат чугун либо сталь. Реже используются другие материалы.
Крепление оснастки к шпинделю производится посредством резьбовых отверстий или конусных ступиц. Их параметры подбираются под конкретные габариты выходного конца вала. Если приспособление оснащено цилиндрической ступицей, оно зажимается непосредственно в патроне станка.
Закрепление заготовки выполняется с использованием прижимов, костылей, прихватов или иных зажимных устройств. Часто для этой цели используется установка токарного патрона. На планшайбу он может быть смонтирован по оси вращения, либо со смещением.
При использовании планшайб, повышенное внимание уделяется технике безопасности производства работ. Большие габариты, нестандартные крепления, нецилиндрическая форма обрабатываемых поверхностей представляют повышенную опасность для токаря и окружающих. Перед началом работ следует закрепить все конструктивные элементы оснастки и произвести балансировку, во избежание разрушения конструкции и разлета отдельных узлов.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками.Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие.Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности;тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом;
- вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.
Комплект поводковых патронов МК2
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.
Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
Планшайба с Т-образными пазами
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.
Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.
Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.
Поводковые планшайбы
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.
Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.
Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.
Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.
Требования к деталям талрепа
ГОСТ 9690-71 предусматривает следующие варианты исполнения муфт талрепов:
- Штампованные закрытые муфты.
- Штампованные открытые муфты.
- Литые муфты.
- Сварные закрытые муфты.
- Сварные открытые муфты.
В талрепах закрытого типа резьбовая часть грузового элемента полностью находится в корпусе муфты. Это считается более безопасным, поскольку при внезапном разрушении захватного приспособления (которое чаще всего случается именно по резьбе) его остатки не разлетаются в стороны. Поэтому предельно допустимое усилие натяжения для закрытых талрепов всегда больше, чем для открытых.
Читать также: Разновидности подшипников и их назначение фото
Технология изготовления муфт также во многом определяет возможности талрепа. Так, штампованные муфты (заготовками для которых служат качественные конструкционные стали по ГОСТ 1050 марок стали 20 и выше) являются прочными и надёжными. Это объясняется тем, что макроструктура штампованных изделий не имеет перерезанных волокон, и, следовательно, концентраторы напряжений отсутствуют. То же характерно и для литых муфт, однако структура литого металла – более крупнозернистая, поэтому при прочих равных условиях излом корпуса литой муфты произойдёт быстрее, чем штампованной.
Наихудшей несущей способностью обладают сварные муфты: в зоне сварного шва прочность металла снижается на 20…25% (по этой же причине категорически не допускается восстанавливать разрушенные талрепы сваркой).
Стандарт допускает два исполнения стяжных круглых муфт: со сквозным отверстием посередине корпуса, и без него. В первом случае улучшаются условия для вращения корпуса при затяжке, однако ослабляется сечение муфты. В качестве исходного материала таких муфт используется цельнотянутые стальные трубы по ГОСТ 8734 из стали 25 (в малоответственных талрепах может применяться также дюралюминий и сталь обыкновенного качества Ст.3 по ГОСТ 380).
Для компактности муфтовых талрепов имеет значение диаметр грузовых захватов. В закрытых муфтах он не превышает М42, иначе муфта становится тяжёлой и труднорегулируемой. Муфты открытого типа таких ограничений не имеют.
Талрепные муфты изготавливаются под захваты следующих типов:
- ВВ (вилка-вилка).
- ВУ (вилка-кольцо).
- УУ (кольцо-кольцо).
- ГГ (крюк-крюк).
- ВГ (вилка-крюк).
- ГУ (крюк-кольцо).
Скачать прайс лист
Талрепы – это высококачественные такелажные изделия. Представленные виды отличаются конструктивными особенностями, размерами, весом, рабочей нагрузкой. Модификация вилка-вилка обеспечивает наивысшую степень надежности грузоподъёмной оснастки. Остальные виды применяются только в быту.
Практическое применение талрепы во многом зависит от их конструкции. Максимальный уровень надежности растяжек и других элементов грузовой оснастки обеспечивается исполнением «вилка-вилка». Для неответственных операций и бытовых нужд применяется «кольцо-кольцо», «крюк-кольцо» или «крюк-крюк». Причем следует помнить, что у последних двух разрушающая нагрузка крюка значительно ниже кольца и корпуса.
Талреп используют для стягивания двух тросов (канатов, кабелей) и выбирания их слабины. Он имеет разные варианты конструкции в зависимости от характера крепления.
Параметры талрепов:
- Ход талрепа: 75 (мм), 112 (мм), 140 (мм), 168 (мм), 185 (мм), 212 (мм), 148 (мм), 165 (мм), 290 (мм), 308(мм).
- Резьба: М6, М8, М10, М12, М14, М16, М18, М27, М36, М42, М48, М52, М56.
- Допустимая нагрузка: 0.1 (тс), 0.3 (тс), 0.8 (тс), 1.6 (тс), 2 (тс), 3.2 (тс), 5 (тс), 8 (тс), 10 (тс), 12.5 (тс), 16 (тс), 20 (тс).
Варианты маркировки:
Обозначая талреп указывают цифрой его допустимую нагрузку, а также тип (ОШ – с открытой штампованной муфтой, ОС – с открытой сварной муфтой, ЗС – с закрытой сварной муфтой ) и вариант исполнения (ВВ – вилка-вилка, ВУ – вилка-ушко, УУ – ушко-ушко, КК – гак-гак, ВГ – вилка-гак, ГУ – гак-ушко).
Нормативные документы:
Например: так к примеру 10 ВВ-ОШ обозначает талреп с допустимой нагрузкой 10 (тс), выполнен в форме вилка-вилка с открытой штампованной муфтой, а 0.8 УУ-ЗС – талреп с нагрузкой 0.8 (тс), в форме ушко-ушко с закрытой сварочной муфтой.
Устройство токарного станка
- » onclick=»window.open(this.href,’win2′,’status=no,toolbar=no,scrollbars=yes,titlebar=no,menubar=no,resizable=yes,w > Печать
Подробности Категория: Обработка древесины
Устройство токарного станка по обработке древесины
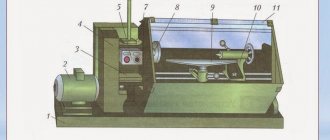
Изготовление цилиндрических деталей вручную — трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения. Основные части токарного станка — станина, передняя бабка с электродвигателем, задняя бабка и подручник.
Токарный станок по обработке древесины СТД-120М и его части:1 – основание; 2 – электродвигатель; 3 – станина; 4 – ограждение ременной передачи(кожух); 5 – магнитный пускатель; 6 – передняя бабка; 7 – шпиндель; 8 – подручник; 9 – задняя бабка.
В передней бабке (см.рис.) установлен шпиндель — вал, получающий вращение от электродвигателя с помощью ременной передачи, а также — подшипники.
1 — корпус бабки; 2 — шкив ременной передачи; 3 — шайба со стопорным винтом; 4, 7 — фасонные крышки; 5 — упорное кольцо; 6 — шпиндель; 8 — специальная гайка.
Конец шпинделя имеет резьбу, на нее навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец (см.рис. а), планшайбу (см.рис. б), патрон (см.рис. в).
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус, зажимают в зажиме верстака и киянкой вбивают в патрон. Для более надёжного закрепления через боковое отверстие в заготовку завинчивают шуруп.
Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки делают углубление шилом(или просверливают отверстие диаметром 4-5 мм на глубину 5-9 мм). После этого через центр заготовки делают пропил ножовкой с мелкими зубьями на глубину 3-5 мм. В центре другого торца делают углубление шилом.
Короткие заготовки большого диаметра крепят в планшайбе, прикручивая заготовку шурупами.
Задняя бабка (см.рис.) служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью — центром. Его перемещают вращением маховика и закрепляют зажимом.
1 — корпус; 2 — центр(конус Морзе); 3 — пиноль; 4 — рукоятка зажима; 5 — отверстие для смазки; 6 — гайка пиноли; 7 — винт пиноли; 8 — резьбовая втулка; 9 — маховик; 10 — винт крепления к станине; 11 — сухарь.
Опорой для режущего инструмента служит подручник (см.рис.). Он может перемещаться как вдоль, так и поперек станины, закрепляется поворотом рукоятки.
Подручник устанавливают таким образом, чтобы его верхняя опорная часть была на 2-3 мм выше уровня линиию центров станка и отстояла от обрабатываемой детали не более чем на 3 мм. Для проверки зазора заготовку проворачивают вручную на один-два оборота.
Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах.На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей.Кинематическая схема токарного станка показана на рисунке.
Включать токарный станок и работать на нем можно только с разрешения учителя.Нельзя класть инструменты и посторонние предметы на станину станка.Детали ременной передачи станка должны быть ограждены Не опираться на части токарного станка.Обо всех неисправностях в станке и электропроводке немедленно сообщать учителю.
Современные предприятия оснащены токарными станками (более сложными и производительными, чем те, на которых вы будете работать в учебной мастерской). Обслуживают их станочники деревообрабатывающих станков. Кроме владения всеми приемами точения на станке, они должны знать свойства древесины, устройство станков, уметь читать чертежи и схемы, затачивать инструмент, настраивать станок
Работа на станках требует аккуратности и точности, внимательности и осторожности, согласованности движений рук
Назначение детали
Установка планшайбы на токарный станок производится в случаях работы с деталями, которые попросту нельзя зажать в патрон. Это могут быть крупногабаритные поковки, плоские заготовки или детали неправильной формы. Незаменимо такое приспособление при обработке продукции со смещением от оси шпинделя, а также изделий, боковая поверхность которых может пострадать при механическом воздействии кулачков патрона.
Для удержания будущей детали, она прижимается к плоскости оснастки, либо крепится с использованием специальных приспособлений. После установки производится обязательная выверка оси обрабатываемого материала и шпинделя, так как данный способ не обеспечивает гарантированного центрирования.
Планшайбы также используются при необходимости применения нестандартных патронов или приспособлений. В некоторых вариантах на нее крепят не обрабатываемые материалы, а режущий инструмент.
Особенности монтажа
Измеритель напора должен быть смонтирован только в вертикальном положении. Это должно обеспечить нормальное прочтение полученных данных. Шкала измерителя может быть наклонена на угол не более 30°. Датчик должен быть освещен и огражден от воздействия лучей солнца и низких температур.
После того, как устройство установлено и система готова эксплуатации в штатном режиме, то обеспечения сохранности прибора, не целесообразно сразу нагружать установленное измерительное оборудование. Напор целесообразно поднимать постепенно, без каких-либо скачков и, не пересекая пределов установленных границ.
При установке измерителя на место необходимо герметичность соединения измерителя и штуцера, в который его вмонтировали. Для этого применяют различные герметизирующие материалы, например, ФУМ лента или нить. Для повышения надежности можно герметизирующие материалы обработать герметиком. Все используемые материалы должна соответствовать условиям эксплуатации, то есть, если в системе трубопроводом использован перегретый пар (минимальная температура 130 °C), то установка ФУМ ленты, рассчитанной на рабочую температуру 95 °C недопустимо. Кстати, некоторые монтажные организации, по старинке, в качестве изолирующего материала применяют паклю, надо заметить, что это не приветствуется.
Критерии выбора
Прежде чем покупать прибор, надо точно уяснить, для чего он нужен и в каком месте его будут устанавливать.
Важные критерии выбора:
- Диапазон измерений. Правило: рабочее давление в трубопроводе должно быть не более 2/3 максимума шкалы измерений, но не менее 1/3. Если в трубе давление 5 атм, то надо покупать манометр со шкалой 0…10 атм.
- Класс точности изменяется от 0,15 до 3. Чем меньше – тем точнее. Для системы подачи холодной или горячей воды вполне достаточно точности 1,5 %.
- Расположение штуцера бывает радиальное или торцевое, когда он снизу; и осевое или фронтальное, когда он сзади.
- Рабочий интервал температур.
- Температурные условия эксплуатации.
- Рабочая среда (вода, пар, масло и так далее);
- Диаметр. Он должен быть таким, чтобы прибор помещался в выбранном месте, а циферблат хорошо просматривался.
Необходимо также обратить внимание на присоединительную резьбу штуцера. Она может быть метрической – ее параметры измеряются в мм, обозначается буквой М, например М20/1,5, что означает внешний диаметр 19,9 мм, внутренний – 18,7 мм, шаг 1,5. Отечественные производители по умолчанию используют ее
Отечественные производители по умолчанию используют ее.
Трубная резьба обозначается литерой G. G1/2» означает наружный диаметр 20,9 мм, внутренний – 18,6, шаг – 1,8 мм или 14 ниток на дюйм.
В техническом паспорте нового прибора обязательно должна стаять отметка о заводской поверке. Давность поверки менее года подтверждает, что прибор дает правильные показания.
Требования, предъявляемые к планшайбам
Как уже было неоднократно сказано выше, планшайбы перед своим попаданием на рынок должны пройти сертификацию, удостоверяющую покупателя об их соответствии нормам, установленным государством. Так, например, планшайбы должны быть:
- Выполнены из чугуна (марка СЭ20, ГОСТ 1412) или из стали (35Л, ГОСТ 977);
- Снабжены классической круговой шкалой, цена деления которой при этом не должна превышать значение в 1о;
- Прекрасно откалиброваны, центрированы. Проверка должна производиться регулярно описанными в нормативных документах способами.
Полный перечень требований, предъявляемых к планшайбам, перечислен в нормативном документе ГОСТ 16935-93, группа №27.
Требования к эксплуатации манометров
Основным требованием к эксплуатации манометров является безопасность оператора.
Во время работы она обеспечивается как конструкцией манометра, так и обустройством лицевой поверхности манометра защитными щитками или сетками (п. 6.2 ГОСТ 2405-88 «Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия»).Манометры и присоединенные к нему трубопроводы должны быть защищены от лучевой теплоты и промерзания. В некоторых случаях, в зависимости от условий работы и свойств рабочей среды, манометр может быть обеспечен сифонною трубкой, масляным буфером и другими устройствами, которые защищают его от воздействия среды и температуры. К соединительной линии, что идет до манометра, нельзя подключать устройства для отъема внутреннего газовой среды.Манометр устанавливают с помощью ключа путем вкручивания. Во время вкручивания не разрешается прилагать усилия к корпусу манометра. Манометры не должны иметь коррозии, загрязнений, трещин, повреждений циферблата и резьбы. Между сосудом и манометром необходимо расположить трехходовой кран или устройство, что позволяет проводить проверку показаний с помощью контрольного манометра.Манометр размещают и освещают таким образом, чтобы по его показаниям удобно было наблюдать обслуживающему персоналу. Диаметр корпусов манометров, устанавливаемых от уровня площадки наблюдения на высоте до 2 м, должен быть не менее 100 мм, на высоте от 2 до 3 м не менее 160 мм и на высоте от 3 до 5 м не менее 250 мм. В случае размещения манометра на высоте более 5 м устанавливается дублирующий манометр на пониженной отметке. На шкале манометра для обозначения максимального допустимого давления должна быть нанесена красная черта (отметку) или манометр обеспечивается дополнительной красной стрелкой, движение которой не связано с основной рабочей стрелкой. При этом нанесение красной черты на стекло прибора не допускается. На циферблатах для измерения давления маслоопасные веществ, например, газообразного кислорода, должна быть надпись «Кислород. Маслоопасные!»Запрещается использовать манометры, у которых:- отсутствуют пломба или клеймо проверки;- разбитое стекло;- на шкале отсутствует красная отметка максимально допустимого давления или дополнительная (контрольная) красная стрелка;- рабочая стрелка во время снятия давления с манометра не возвращается к нулевой отметке шкалы на величину, превышающую половину минимально допустимой погрешности измерения для конкретного манометра;- имеются другие повреждения, которые могут повлиять на правильность показаний манометра;- просрочен срок проверки.Жидкостные манометры разрешается использовать при давлении газа до 0,03 МПа.
{module 43}
Чтобы оставить комментарий зарегистрируйтесь или авторизируйтесь пожалуйста на сайте.
Правила установки и использования
На токарно-винторезных станках планшайбы устанавливают на шпинделе передней бабки. А в токарно-карусельных станках планшайбы находятся в составе поворотных столов значительного размера.
На универсальных токарных станках
Кулачковые патроны считаются универсальными, так как имеют большое количество разновидностей и кулачков, но несмотря на это, далеко не все детали можно просто зафиксировать в патроне. Такими деталями могут быть рычаги, шатуны и т.д., не имеющие симметричности. Именно для таких деталей и используют планшайбы.
Детали фиксируются, как правило, при помощи болтов или кулачков. Неровные детали крепятся зажимом в центре. Если деталь нужно прикрепить относительно оси, для этого могут понадобиться низкие подкладки, для поднятия планки. Подкладки должны быть равны стенкам детали. Чтобы деталь не выпала, планки должны находиться на уровне планшайбы.
Обычно в комплекте с планшайбой находится противовес. Если его не устанавливать, станок будет вибрировать, из-за чего деталь прослужит меньше. Если балансировка не меняет положения после остановки, то все расчёты были произведены правильно.
На токарно-карусельные станки
В отличие от планшайб универсального станка, на них они являются дополнительным крепежом, в то время, как у токарно-карусельных, они являются основным фиксатором. На токарно-карусельных станках, планшайбы представляют собой вращающийся стол.
Она выглядит, как большой диск и имеет центральное крепление и втулка для присоединения деталей. Втулки таких планшайб быстро выходят из строя, но их можно запросто заменить без вреда для самой планшайбы. От центра отходят несколько пазов т-образной формы, в которых находятся детали для закрепления.
Помимо диска, планшайба имеет очень сложную конструкцию снизу. В центре конструкции находится отверстие для шпинделя. Для закрепления деталей используются болты. Также конструкция имеет: рёбра жёсткости, направляющие, и иногда её модифицируют добавлением ещё нескольких направляющих.
Делаем своими руками
Чтобы понять, как делается ручной инструмент для обработки дерева, рассмотрим процесс изготовления нескольких основных их разновидностей.
Мейсель
Это основной инструмент, применяемый для чистовой отделки деревянной заготовки. В умелых руках этой стамески достаточно, чтобы сотворить любой узор.
Заточенный прямо мейсель идеально подходит для создания прямоугольных выемок в заготовке. Его ширина варьируется от 4 до 40 мм, угол стандартной заточки – от 22 до 45. Нужный уклон лезвия определяется личными предпочтениями мастера со временем.
Как его изготовить:
- Берем старый напильник или любую другую плоскую прямоугольного сечения заготовку. При необходимости выравниваем рабочий конец;
- Стачиваем режущую часть, проводя первичную обточку. Используем абразивный круг, следим, чтобы лезвие обрабатывалось равномерно по толщине без перепадов;
- Закаляем, если металл не достаточно твердый;
- Ставим ручку.
Эта разновидность стамески готовится легко, с нее можно начать создание собственной коллекции ручных инструментов для набора опыта и понимания процесса.
Мейсель со скошенным лезвием более универсален, чем его собрат:
- Становится возможной обработка круглых изделий;
- Тупой угол годится для создания закруглений;
- Инструмент удобен при обработке торца изделия.
Изготовление аналогично предыдущему приспособлению:
- Заготовочная деталь обрабатывается под форму будущего инструмента;
- Создается заострение стамески под угол 70-75, после чего сделанный инструмент необходимо заточить.
- Насаживаем ручку. Мейсель готов.
По аналогичному алгоритму создаются остальные угловатые резцы для токарного станка по дереву. Заточка производится только после тщательного контроля размеров инструмента.
Соблюдение точных углов при самостоятельном изготовлении инструментов необязательно. Достаточно придерживаться нужных и удобных пропорций, ровности обработки.
Полукруг
Полукруглый оконечник стамесок позволяет создать аккуратные выемки при обработке деревянного изделия. Чтобы сделать такой резак, намечаем на заготовке контур инструмента, по которому производим обрезку. После этого уже привычным способом делаем заточку под углом 25…40.
Радиус стамески влияет на размер углубления в изделии, потому для профессионального производства желательно сделать несколько резаков с полукруглым оконечником на разные случаи.
Желобок
Деревянный ствол после обдирания коры обрабатывают желобчатыми стамесками, они предназначены для первичной черновой отделки материала и создания заготовки под изделие.
Кроме того, желобки используют для вырезания вогнутых форм и выемок при лобовом точении.
Как изготовить желобчатый резак:
- Возьмем метчик для нарезания резьбы нужного диаметра.
- Обрабатываем им заготовку металла на расстоянии до 8-10 см от края, фактически срезая половину чернового изделия.
- Затачиваем нижнюю выпуклую часть лезвия под углом 30-40.
Желобчатые самодельные токарные резцы по дереву непросты в изготовлении, но разобраться с процессом вполне возможно.
Сделать или купить
Процесс создания инструментов для работы с деревом – занятие увлекательное и не всегда простое. При наличии нужного набора инструментов у неопытного матера проблем не возникнет – процесс интуитивно понятен, но кропотлив.
Конечно, можно купить готовый набор приспособлений, но сколько он будет стоить… При этом, изнашиваемость у металла со временем усиливается и даже новенькие ныне стамески вскоре потребуют точения. Собственное изготовление – это способ получения инструмента под свою руку. Авторские резаки с индивидуальными размерами будут адаптированы под хозяина и его потребности.
Более подробное описание процесса изготовления стамесок представлено в видео. Мастер подробно рассказывает о создании заготовки, нанесении заточки и затрагивает другие важные моменты, которые необходимы для удачного завершения работы.