One of the mandatory stages in the production of wood materials is the drying of harvested timber, which is carried out in the open air and in special chambers, which protects the lumber from fungus and prevents deformation and changes in parameters.
Drying chambers for lumber operate in a certain mode, which is selected depending on the initial humidity, type of wood, thickness of the boards, planned use, taking into account the design features of the dryer.
The installation can also dry firewood, which is used in solid fuel heating boilers and fireplaces.
Types of drying equipment
The main types of drying chambers include:
- Dielectric.
- Microwave.
- Convector
- Vacuum
- Aerodynamic
The method of drying wood in various ways was invented back in the 60s, but due to the high costs of electricity and the complexity of the design, the technology began to be used only recently. Most often, convector type dryers are used all over the world. Why is this happening? Other designs can be used with a number of restrictions and subtleties of use. The main disadvantages of using induction, condensation and vacuum dryers for wood:
- Aerodynamic chambers require more power consumption;
- Condensation structures are expensive, and drying in them lasts 2 times longer than in convector ones.
- Vacuum dryers are expensive and are also expensive to maintain.
- Dielectric ones require high energy costs, although they are considered one of the best.
Tips from me or how to dry a board without defects
To obtain high quality dried material, it is necessary to strictly follow the process and maintain the necessary drying conditions. And in order to withstand and control this process, you need to know all the necessary parameters for temperature and humidity inside the chamber. Based on this data, automation or a person makes decisions that affect the final result. Therefore, some of my advice concerns specifically the problem of measuring humidity, but not in the chamber, but in the wood itself.
- It is best to use psychrometers as temperature and humidity sensors;
- When measuring wood moisture, the electrodes must be at least half the thickness of the board in length, because The maximum moisture content is in the core of the lumber.
- To measure humidity, I recommend using 1 sensor per 10 cubic meters. meters of wood.
- Often, even from one batch of boards, the variation in humidity can be quite large. And in this case, the sensors must be placed on boards with the highest humidity, for example, sapwood and resinous ones.
- When stacking boards, it is necessary to use planed spacers and place them strictly one above the other vertically. The thickness of the boards should be the same horizontally in one row. According to my observations, the surface roughness of the inter-row spacers directly affects the formation of both internal and external cracks on the boards. If the inter-row spacers are uneven, then its protrusions prevent displacement during drying and, as a result, stresses form in the board.
- In your cell, the sealing of the gate must be done very well; the rubber seals must be resistant to extreme temperatures and not fail over years of use. To avoid loss of thermal insulation qualities, the insulation must be laid out in cells so that it does not sag over time (the pitch of the cells must be frequent, and the insulation is not cheap Chinese).
- After drying, remove sawdust and sweep the floor in the chamber. Otherwise, over time, your radiators will become clogged with dust and small wood waste, which will then affect their heat transfer and lead to an increase in drying time, and will also affect its quality.
- For better circulation of the spacers, the dimensions of the lumber should be approximately the same.
- By drying coniferous wood, turpentine can be obtained. Its evaporation temperature is 34 °C, but to obtain it you need a condenser. In the resulting condensate, more precisely in water, it will be on the surface. The water is eventually drained, and the turpentine is pumped through a tube from above into the container. The turpentine turns out to be of high quality, from 1 cubic meter. meter you can get more than 1 liter. This is a reduction in the cost of operating the dryer.
- If you are the owner of a woodworking enterprise, then it is economically feasible to use the heat from burning wood waste in order to save on electricity and, taking this into account, you need to choose a drying chamber.
- The chamber enclosures include well-thought-out heat and vapor insulation. As the latter, it is better to use roofing felt; bitumen is better not to use.
- You need to know that the atmosphere of the drying agent is harmful and dangerous; it is not recommended to enter the working chamber. During the drying process, organic acids and alkalis, turpentine, and methanol are released.
Convector dryers
Convectors of different designs are used for drying wood of various species and sizes. Due to the simplicity of their design, convection chambers are inexpensive to maintain, which indicates reliability. Therefore, to increase profitability, in 90 cases out of a hundred they purchase them.
Operating principle of a convection dryer
Heating occurs from a gaseous carrier (drying agent). When heated, the raw material is tapped. The drying agent can be steam, flue gas, or air. The moisture released from the wood serves as an additional humidification of the agent; the excess is drawn into the atmosphere through ventilation.
The air exchange in a convection dryer is no higher than 2% of the total amount, so the energy efficiency is noticeable.
Convection dryer components and equipment
There are many configurations from different manufacturers, but there are basic options:
- Equipment for a drying hangar that has already been built or is just under construction.
- Full construction with hardware.
Equipment housing
[ads1]The building is made entirely of metal and is assembled on a monolithic columnar foundation. The metal used for manufacturing is carbon steel or aluminum with a corrosion-resistant coating. The outside and inside of the hangar is covered with aluminum sheets. Individual elements inside the structure (deflectors, false flows, amplifiers, etc.) are also made of aluminum. The chamber is insulated with mineral wool in the form of slabs.
The structure is assembled in compliance with GOSTs and SNiPs. Options requiring additions and extensions are carried out according to an additionally developed scheme. The basic assembly is designed for an average snow load.
Models of convection chambers
Convection drying chambers are produced by domestic and foreign companies. The most common are Helios: ASKM-7, ASKM-10, ASKM-15, ASKM-25. They are used for drying any type of wood of drying categories I, II, III and 0. According to reviews, these models work quickly, since German fans are used in the mechanism. And installation and maintenance of ASKM models is simple. Price from 700,000 rubles, depending on size and power.
Electrical equipment, light, lighting
0 votes
+
Vote for!
—
Vote against!
There is not a single woodworking enterprise that can do without the wood drying procedure. To prevent the occurrence of various defects, it is customary to use a special technology for drying wood in a drying chamber. If you want to produce wood products yourself, you will also need a drying chamber for drying wood. Today we will talk about how to do it correctly.
The need to dry wood
How to dry a board efficiently and quickly? This question has interested every carpenter since ancient times. People have long been engaged in storing wood for many years in order to have time to dry it evenly. The grandfather prepared wood for his grandson, using the very material that his grandfather left him.
The importance of properly dried wood is enormous! For example, if the wooden furniture that is in the room is made of too wet wood that has just been cut down, then it will dry out over time, because the wood can dry out and decrease in size, which means it will deteriorate!
If the door to the house is made of excessively dry wood, it will swell over time and will not be able to close! If the door panel is assembled from blanks that are unevenly dried in volume, then it may burst or warp! Therefore, it is recommended to dry all wood blanks. In addition, drying protects the material from damage by wood-destroying fungi, prevents the size and shape of wood, and improves the physical and mechanical properties of wood.
Drying wood is a lengthy, complex and expensive procedure. Using traditional technologies, wood is heated with superheated steam or hot air. Dried wood can be transported and stored longer. In addition, during operation it does not deform. The boards are dried in steam chambers, where the possibility of internal damage is excluded.
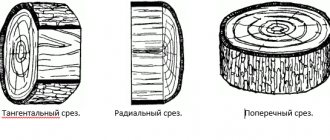
Wood moisture concept
To fully understand the essence of the drying process, it’s worth diving a little into the theory. The procedure for removing moisture from wood is not entirely simple, because there are two types of moisture in the material itself. Wood consists of elongated plant cells. Moisture can be found in the cell walls and in their cavities, filling the microcapillary system. The moisture that is present in the spaces between cells and in their cavities is called free intercellular, and moisture in the cell walls is called bound intracellular.
The content of bound moisture in wood is limited. The state when the cell walls are characterized by maximum humidity when in contact with liquid moisture is called their saturation limit. It is generally accepted that the moisture content of the saturation limit does not depend on the rock and is on average 30%. If the wood's humidity is above 30%, then it contains free intercellular moisture. The wood of a freshly cut or growing tree has a moisture content above the saturation limit, that is, it is raw.
Depending on the purpose of wood blanks, wood is usually dried in different ways. The wood is dried to a moisture content of 6 - 8%, when the material is needed for mechanical processing and assembly of products for high-precision critical connections that affect performance (the production of skis, parquet or musical instruments).
Transport humidity is 18 – 22%. It is with this water content that lumber is suitable for transportation over long distances in warm seasons. Wood dried to such a moisture content is used mainly in standard house construction, in the production of ordinary containers and when there is no need for interchangeability during assembly.
Carpentry dampness is divided into several subspecies. Molded products (deck boards, sheathing, floor boards, casing) must have a moisture content of 15 ± 2%. Wood products (windows, doors, stairs and interior elements) made from solid or laminated wood can withstand humidity fluctuations from 8 to 15%.
Furniture humidity, depending on the level of the product and the use of solid or laminated wood, is 8 ± 2%, because it is at this humidity that the wood exhibits the most optimal characteristics for processing, gluing and subsequent use. But it is usually customary to reduce the humidity to 7-10%, performing partial sterilization of the wood and taking into account the uniformity of humidity throughout the tree, maintaining the mechanical properties of the material, and the absence of surface and internal cracks.
Wood drying modes
Depending on the requirements for the quality of wood, lumber can be dried in different modes, which differ in temperature level. In a mini drying chamber for wood, during the drying process, the air temperature gradually increases in stages and the relative humidity of the agent decreases. Drying modes are selected taking into account the thickness of the lumber, the type of wood, the final moisture content, the quality category of the wood being dried and the design of the chamber.
There are low- and high-temperature process modes. The first modes involve the use of moist air as a drying agent, the temperature of which in the initial stage is less than 100 degrees. There are three categories of these modes:
- The soft mode is capable of ensuring defect-free drying of the material while maintaining the natural physical and mechanical properties of the wood, including color and strength, which is important for drying wood to the transport moisture content of export lumber.
- The normal mode guarantees defect-free drying of wood with almost complete preservation of the strength of the material with minor color changes, which is suitable for drying lumber to its final moisture content.
- The forced mode maintains strength for static bending, compression and tension, but there may be a slight decrease in splitting or spalling strength with darkening of the wood, which is intended for drying wood to operational humidity.
For low-temperature modes, a three-stage change in the parameters of the drying agent is assumed, and from each stage to the next one the transition can be made only after the material reaches a certain level of humidity, which is provided for by the mode.
High-temperature modes provide for a two-stage change in the parameters of the drying agent, and you can move from the first stage to the second after the wood reaches a transitional moisture content of 20%. The high temperature regime is determined depending on the thickness and type of lumber. High-temperature conditions can be used to dry wood, which is used for the manufacture of non-load-bearing elements of buildings and structures in which darkening of the wood and a decrease in strength are allowed.
Drying chamber concept
Chamber drying is the main method of drying wood. Drying chambers are required to dry softwood and hardwood to different quality categories. One of the most popular and economical methods of artificial dehydration of lumber is drying, when bound and free moisture is removed from the tree by supplying heat to the wet wood with hot air and carrying away the evaporated excess moisture with humidified and partially cooled air.
The drying chamber is a completely finished installation that is equipped with all the equipment necessary for drying wood. According to their design, wood drying chambers are divided into prefabricated metal ones and those made of building materials. The latter are constructed directly in workshops or as separate buildings from materials that are widely used in industry. The chamber can be made entirely of monolithic reinforced concrete. Its walls can be made of solid red brick, and the ceiling can be made of monolithic reinforced concrete.
If several dryers are used, they are often combined into a single block, constructing a common control corridor where the heat supply distribution and automatic control system for all chambers are located. Depending on the volume of wood loaded into the chamber, there may be horizontal or vertical transverse air circulation.
Loading of lumber into the chamber can be carried out in the following ways: on trolleys in the form of stacks along a rail track, like packages with a forklift. Heat transfer to wood can be carried out: by air, combustion products or superheated steam; radiant heat that comes from special emitters; a solid body, if you organize contact with a heated surface; current that passes through wet wood; high-frequency electromagnetic field that penetrates wet wood.
Equipment for a wood drying chamber is divided into basic and additional. The main ones include a fan system, a heat supply system, supply and exhaust ventilation and humidification; additional ones include an insulated door and psychrometric unit, stacking trolleys, and an electric motor for the fan drive.
The process of controlling wood drying in a chamber can be automated. Automation is capable of maintaining the humidity and temperature of the environment in the dryer at a given level. The temperature is regulated by supplying coolant to the heaters or by turning an electric heater on and off, and humidity by using supply and exhaust ventilation and a humidification system.
The wood drying control system may provide for remote control of humidity and temperature in the chamber. When drying lumber in a drying chamber, it becomes necessary to control the moisture content of the wood, for which a remote moisture meter is used, which allows you to check the moisture content of the wood at several points without entering the chamber. In the absence of external heat sources, the dryer can use autonomous heating modules and use gas, coal, wood waste, electricity and diesel fuel.
Types of drying chambers
In real life, it is common to use the following types of drying chambers. The necessary energy in convective drying chambers is transported into the material using the air cycle, and heat transfer to the wood occurs through convection. There are two types of convection chambers - tunnel and chamber.
Tunnel convection dryers are deep chambers where stacks of stacks are pushed from the wet end to the drier end. These chambers must be filled at one end and emptied at the other. Pushing the stacks (the process of filling the chambers and emptying them) is done one stack at a time with an interval of 4 - 12 hours. These chambers are designed for large sawmills and allow exclusively transport drying of wood.
Chamber convection drying chambers are shorter than tunnel and vacuum drying chambers for wood; during operation, the same parameters are maintained throughout the chamber. When the blowing depth is more than 2 meters, the technique of reversing the direction of ventilation is used to equalize the drying conditions for the wood. The emptying and filling of the chamber occurs on one side if it has one door. Other loading systems are also known that are similar to the procedure for loading tunnel chambers. Any lumber can be dried to any final moisture content, which is why 90% of wood in Europe and Russia is dried in chamber dryers.
The condensation drying chamber differs from the previous ones in that the humidity that arises in the air condenses on special coolers and water comes out of the drying process. The efficiency of such a process is large, but the cycle is long, because the devices do not operate at high temperatures, and the total heat losses are also significant. The condensation chamber is primarily suitable for drying small volumes of wood, or for drying dense types of wood - oak, beech or ash. The big advantage of such chambers is that a boiler room is not needed, the price of a wood drying chamber and the cost of drying are lower.
Drying chambers are also classified according to the method of circulation and the nature of the drying agent used, the type of enclosure and the principle of operation. Batch drying chambers are characterized by the fact that they can be fully loaded to simultaneously dry all the material, and the wood drying mode changes over time, currently remaining the same for the entire chamber.
According to the method of circulation, there are chambers with incentive and natural circulation. Dryers with natural circulation are outdated, inefficient, the drying mode in them is almost uncontrollable, and the uniformity of wood drying is unsatisfactory. For modern construction, such devices are not recommended, and existing ones must be modernized. Depending on the nature of the drying agent, the chambers are divided into gas, air and high-temperature chambers that operate in a superheated steam environment.
Wood drying procedure
Before drying according to the selected mode, the wood is heated with steam, which is supplied through humidifying pipes, with fans running, heating devices turned on and exhaust ducts closed. First you need to calculate the drying chamber for wood. The temperature of the agent at the beginning of heating the wood should be 5 degrees higher than the first stage of the regime, but not more than 100 degrees Celsius. The level of saturation of the environment should be 0.98 - 1 for a material with an initial humidity of more than 25%, and 0.9 - 0.92 for wood with a humidity of less than 25%.
The duration of the initial heating depends on the type of wood and for coniferous species (pine, spruce, fir and cedar) is 1 - 1.5 hours for each centimeter of thickness. The duration of heating of soft deciduous trees (aspen, birch, linden, poplar and alder) increases by 25%, and for hard deciduous species (maple, oak, ash, hornbeam, beech) - by 50% compared to the duration of heating of coniferous species.
After preheating, it is customary to bring the parameters of the drying agent to the first stage of the mode. Then you can begin drying the lumber, subject to the established regime. Humidity and temperature are regulated by valves on the steam lines and gates of the sugar-exhaust channels.
During the operation of an infrared drying chamber for wood, residual stresses arise in the wood, which can be eliminated by intermediate and final moisture-heat treatment in an environment of increased temperature and humidity. It is customary to subject lumber to processing, which is dried to operational humidity and is subject to further mechanical processing.
Intermediate moisture-heat treatment is carried out during the transition from the second stage to the third or from the first to the second at high temperature conditions. Coniferous species with a thickness of 60 millimeters or more and deciduous species with a thickness of 30 millimeters or more are subjected to moisture and heat treatment. The temperature of the environment during the heat and moisture treatment process should be 8 degrees higher than the temperature of the second stage, but not higher than 100 degrees, with a saturation level of 0.95 - 0.97.
When the wood reaches its final average moisture content, final moisture-heat treatment can be carried out. In this process, the temperature of the medium is maintained 8 degrees above the last stage, but not higher than 100 degrees. At the end of the final moisture-heat treatment, the wood that has undergone drying must be kept in the chambers for 2 - 3 hours at the parameters provided for in the last stage of the regime. Then the drying chamber is stopped.
Making a drying chamber
If you decide to make wood products yourself, then you simply need a wood drying chamber. However, when constructing a dryer, comply with all required standards. You will need a chamber, a fan, insulation and a heating device.
Build a drying room or select a separate room, one wall and ceiling of which will be made of concrete, and the other walls will be made of wood, which need to be insulated. To do this, it is customary to create several layers: the first of them is polystyrene foam, the second is wooden boards, which are usually wrapped in foil in advance.
After this, you should install a heating element, which can be made in the form of batteries. Water must be supplied to the batteries from the stove, in which it will be heated to 60-95 degrees Celsius. It is advisable to continuously circulate water using water pumps in the heating element. Also, a fan should be placed in a homemade wood drying chamber, which helps distribute warm air throughout the room.
Consider how the wood will be loaded into the drying chamber. One loading option could be a rail cart. To regulate the humidity and temperature in the drying chamber, you need to use the appropriate thermometers in the work area - wet and dry. Provide shelves inside the dryer to increase work space.
During the drying process of lumber, sudden changes in temperature in the working room are not allowed, otherwise this will cause the wood to warp or cracks to appear in it. When constructing a drying chamber, it is extremely important to comply with fire safety requirements. Therefore, be sure to install fire extinguishers in the immediate vicinity of the dryer.
And finally, remember that instead of a heating element at home, you can use a two-burner electric stove. You can insulate the walls of the drying chamber yourself using wood shavings. Instead of foil in the chamber, you can use penofol, which can provide good reflection of heat from the surface. In such a dryer, the wood is pre-dried 1-2 weeks in advance.
Vacuum drying chambers
The designs are designed specifically for expensive types of raw materials (teak, wenge, rosewood, oak, angera, etc.). Vacuum dryers can also be used for any coniferous or deciduous wood.
Working principle of a vacuum dryer
The vacuum dryer operates by convection heating of wood and vacuum removal of excess moisture. Temperature maximum +65 0С. But due to the vacuum, 0.09 MPa boils at 45.5 0C. This allows the drying process to be carried out without the aggressive effects of high temperatures, which does not create high internal stress, and the wood does not crack.
During operation, the temperature rises to 65 0C, the automation is activated and the electric boiler is turned off. The top part of the wood begins to cool and moisture from within begins to flow to the drier parts. During the entire drying process, such processes can occur up to 250 times. This way the moisture is evenly drawn out along the entire length and depth of the raw material. The maximum moisture difference in different parts of the tree can be 0.5-1.5%, and completely dried wood has a moisture content of 4-6%.
Models of popular vacuum designs
The most common model of vacuum chambers is Helios. Helios wood drying chambers differ in power, loading volume and other technical characteristics. More details about TX Helios in the table:
| Technical parameters, Helios Vacuum (GV) | GV-4 | GV-6 | GV-9 | GV-12 | GV-16 |
| Possible volume of loaded raw materials, no more, m3 | 4 | 6 | 9 | 12 | 16 |
| Parameters of the working mechanism (length, width, height), cm: ДШВ | 430/192/192 | 630/192/192 | 650/230/230 | 850/230/230 | 1230/230/230 |
| Maximum possible heating temperature, degrees. WITH | up to 65 | up to 65 | up to 65 | up to 65 | up to 65 |
| Discharge kg/cm2 | — 0,92 | — 0,92 | — 0,92 | — 0,92 | — 0,92 |
| Drying time of various types and sections of wood to a moisture content of 4-5%, days: | |||||
| Oak, cross-section 5.2 cm, humidity. 50% | 19 — 25 | 19 — 25 | 19 — 25 | 19 — 25 | 19 — 25 |
| Oak, cross-section 5.2 cm, humidity 30% | 11 — 13 | 11 — 13 | 11 — 13 | 11 — 13 | 11 — 13 |
| Oak, Section 2.5 cm, humidity 50% | 10-11 | 10-11 | 10-11 | 10-11 | 10-11 |
| Oak, cross-section 2.5 cm, humidity 30% | 8-9 | 8-9 | 8-9 | 8-9 | 8-9 |
| Coniferous, cross-section 5.5 cm, humidity 50% | 7-8 | 7-8 | 7-8 | 7-8 | 7-8 |
| Coniferous, cross-section 5.5 cm, humidity 30% | 6-5 | 6-5 | 6-5 | 6-5 | 6-5 |
| Required network voltage, V | 380 | 380 | 380 | 380 | 380 |
| Connected power, kW | 15 | 18 | 30 | 36 | 72 |
| Average power used, kW | 8 | 10 | 17 | 20 | 35 |
| Helios drying chamber size (length, width, height), m: LSHV | 6,12,22,4 | 8,12,22,4 | 8,32,352,4 | 10,323,524,0 | 13,323,524,0 |
| Weight, t | 4 | 6,5 | 7,7 | 9,5 | 17,5 |
DIY making
Drying wood privately requires a special chamber, which you can make yourself. If you are going to build a wood dryer with your own hands, then you need to allocate an area of about 10 m2 on a plot of land for installation. You will need concrete for the foundation, material and thermal insulation for the walls, polyurethane foam, a ventilation system, a boiler and auxiliary equipment.
Construction stages
The construction of a mini-dryer consists of successive stages:
- preparing the foundation for installation;
- walling;
- thermal insulation;
- installation of roof and doors;
- installation of radiators and fans on the ceiling;
- installation of the boiler in compliance with safety regulations, installation of pipes.
Such work will be justified if the finished object is regularly used. The drying chamber will need to be fully loaded and the drying technology must be strictly followed.
Foundation construction
The site is marked taking into account the length of the lumber and the total width of the stacks being stacked plus a loading allowance of about 30 cm.
After marking the site, it must be concreted so that the floor level of the chamber is approximately 10 cm above the ground level. The concrete site is made with sides protruding by half a meter. To prevent water from accumulating in the drying chamber, the foundation must be made with a slight slope. It is also necessary to provide for filling the rails for transporting the cart with products.
Walling
The material you can use is brick, sandwich panels, railway container. The most common material is wood. Three walls are made from it, and it is advisable to make the fourth one from concrete.
The height of the wood drying chamber consists of the height of the stacks, a loading allowance of 30 cm and the height of the fans and radiators. When building a small chamber, the height is calculated taking into account the filling of the entire volume.
Heating of the installation requires the presence of a source of thermal energy, therefore, when installing walls, it is necessary to build an extension for the boiler and its auxiliary equipment.
Roof insulation and installation
An effective and economical thermal insulator material can be dry shavings or sawdust, which are applied to the walls in the form of a mixture with cement and an antiseptic. To preserve heat, the floor is covered with shavings.
The roof of a homemade room is mounted with a slope so that snow does not linger on it. Then the doors are installed using the hanging method on an I-beam or swing doors.
Aerodynamic wood drying chambers
These drying chambers resemble a metal box lined with aluminum professional flooring. An aerodynamic chamber of various modifications is used to dry all types of wood, with a load of 3-25 m3. To order, you can purchase individually designed chambers with a loading capacity of up to 43 m3.
The good thing about the aerodynamic chamber is that the operation is fully automated and requires a minimum number of workers.
The frame of the aerodynamic chamber consists of solid metal sewn onto a supporting frame. The chamber is made in the form of a quadrangular box, into which it is convenient to load wood by machine or by train. ways. The entire internal structure is equipped with automatic condensate collectors.
Principle of operation
Drying is carried out under the influence of aerodynamic energy. Heated air circulates in the chamber under the influence of a specifically designed aerodynamic fan. Due to compression, the air in the chamber increases the temperature on the centrifugal fan, specifically on its blades. This is how aerodynamic losses are converted into thermal energy.
Heat is pumped into the chamber, depending on the design, reversely or dead-end. The aerodynamic chamber is started with one “start” button and opens only after the cycle is completely completed.
Models of air dryers
The most common aerodynamic dryers are Gelos SKV-25F, SKV-50F, SKV-12TA, SKV-25TA, SKV-50TA, as well as Italian EPL 65.57.41, EPL 65.72.41, EPL 65.87.41, EPL 125.72.41, EPL 125.87.41. Helios was developed specifically for drying coniferous material. They cost from 1,500,000 rubles.
Wood moisture content
To determine the processing mode, it is necessary to check the lumber according to basic indicators. These include species, board thickness and humidity. Drying fresh wood is more difficult. In addition to high humidity, conifers produce resin and a significant shrinkage rate. In such cases, the operation is carried out in two stages with different modes. Pre-drying to 20%, then subsequent drying to the desired value, usually 8-12%. This amount of moisture during the manufacturing process of a product is considered acceptable.
It is impossible to bring the workpiece to lower humidity values, with the exception of special cases of preparing wood with special qualities. An overdried tree begins to absorb moisture from the air, the product swells, changes its geometry until the finished structure is partially or completely destroyed. It is recommended to stop the process when the recommended values are reached. A wood dryer must be equipped with humidity control devices.
Dryers with microwave chamber
Microwave chambers were invented quite recently. This dryer resembles a closed metal container. It works under the influence of the reflective surface of microwave waves. Reminds the operating principle of a microwave oven. Using a microwave chamber you can dry material of any cross-section and size. Microwave cameras have a simple design and the wavelength can be adjusted to any length. This made it possible to dry any raw material using a microwave chamber. The microwave wave attenuation mode allows you to regulate the temperature inside the chamber. And reversible fans remove excess moisture from the system. Microwave drying is compared with dielectric drying, which is considered the most effective, but is not used in Russia due to high energy costs.
The main disadvantages of microwave chambers include control of wood moisture and the high price of microwave dryers and electricity costs.
Models of microwave dryers
In Russia, this drying technology is offered by the engineering company in Moscow “Investstroy” - “SHF-Les”. A similar installation costs from 1,300,000 rubles. Microwave-Les needs to be serviced once every six months, at a price of 100,000 rubles.
https://www.youtube.com/watch?v=em6Aph2nX7A&hd=1
Only half of the future profit depends on which camera the buyer chooses. Building and insulating a box is only part of all the work. It is important that the component equipment is of high quality.
Drying modes
During the drying process, the oven can operate in low temperature, normal or high temperature mode.
Low temperature and normal mode
Low-temperature wood processing is carried out at 45°. This is the softest method, it preserves all the original properties of the wood down to the smallest nuances and is considered a high-quality technology. At the end of the process, the moisture content of the wood is about 20%, that is, such drying can be considered preliminary.
As for the normal mode, it occurs at temperatures up to 90°. After drying, the material does not change shape and size, the brightness of color and strength are slightly reduced. This is the most common technology used for various types of wood.
High temperature mode
In this mode, drying occurs due to the action of superheated steam (temperature more than 100°) or hot air. The high-temperature drying process reduces the strength of the wood and gives it a darker shade, so the material is used to create minor construction and furniture components. In this case, drying with superheated steam will be more gentle than using air.
Equipment for drying chambers
Equipment for dryers can be divided into types:
- Ventilation and air circulation.
- Thermal system.
- Exhaust and humidification system.
- Rail structure for loading and unloading
Ventilation and air circulation
Ventilation equipment plays the role of uniform distribution of heated air. Installing a low-quality fan results in uneven drying of raw materials. According to GOST, the air movement inside the chamber should be optimally about 3 m/sec. This can be achieved using high-quality and powerful fans. All fans have a rotary or axial connection system.
Thermal equipment
This equipment depends on the power and model of the drying chamber. The heat generator can be an electric heater or a heat exchanger. They are installed only by specialists, and are used to pump and transfer thermal energy to the wood. A system such as a mini-boiler house running on liquid, gaseous or hard fuel can also act as a heat generator. It is convenient when work is carried out on wood production waste.
The Electra heater has a design consisting of a pipe and a chrome spiral wound around it. This generator has a small advantage: a simplified process for controlling the temperature inside the chamber.
Humidification system
To ensure constant uniform air humidity in dryers, humidification and exhaust equipment are used. Humidification is carried out through a complex system of nozzles, pipeline, and solenoid valve.
Extraction is carried out using a fan (usually a rotary one). The equipment operates using the following technology: when the humidity drops, the fan automatically turns off and the hood does not function. In this case, air humidification occurs through the evaporation of liquid, which enters the nozzle automatically when the valve opens.
When humidity rises, the valve closes and the fan turns on.
What defects can form?
In the process of drying lumber, wood defects may appear in the workpieces, which are usually divided into hidden and obvious, that is, visible to the naked eye. If the natural tension of wood fibers exceeds permissible limits, then visible defects are formed, which usually include any cracks, fungal or mold damage, loss of knots, darkening of the wood color, as well as warping of the workpieces.
The appearance of hidden defects occurs after the formation of stresses in wood fibers, which is facilitated by the uneven distribution of moisture relative to the cross-section of the workpiece. In addition, uneven drying of the material is considered a hidden defect; this is most often observed when stacking workpieces during drying. The appearance of cracks, wrinkling, and warping in wood is usually caused by uneven drying. Defects of this kind can be seen on the end sections of workpieces; in addition, they can also appear in the form of internal or surface cracks located on the plane of the board.
The appearance of cracking in the end parts of workpieces is the most common type of defect, which manifests itself earlier than other types of drying defects. This is explained by the fact that the evaporation of moisture at the end parts of the board or beam occurs due to the high moisture conductivity of wood fibers located in the longitudinal direction. Loss of moisture causes shrinkage and tension in the fibers. The higher the degree of such stress, the greater the likelihood of the formation of cracks, which most often appear in the radial direction. A correctly selected drying mode, which will not cause the tensile strength of wood fibers to be exceeded, helps to avoid such a defect.
The formation of cracking in wood material occurs in stages. At the beginning of this process, shallow and small cracks appear, the direction of which is oriented deep into the thickness of the material by 4-5 mm. If at this stage the drying process is continued with the same parameters, then minor cracks will begin to expand, they can go even deeper into the wood structure and penetrate the entire cross-section of the workpiece.
As for such a defect as warping, on lumber it can be helical, as well as longitudinal and transverse. All types of warping can be present even on one workpiece, but only one of them will be clearly visible. Most often, lumber with a wide surface area of 20 cm or more is susceptible to transverse warping. This defect is especially often visible when sawing mixed or tangential types.
When sawing radially, the workpieces are subject to warping quite rarely. The quality of the wood also influences the twisting of lumber or its longitudinal warping. For example, such a defect most often occurs if the original workpiece has a heel or cross-layered wood fibers, but it is advisable to discard such workpieces even before the drying process begins. Warping is a consequence of a violation of the technology of the wood drying process. During storage, the formation of this defect can be caused by an insufficient number of spacers between the boards, as well as different heights of such spacers.
If you unload uncooled materials from the drying chamber immediately after the end of the drying cycle, there is a risk that the wooden blanks will be subject to warping after cooling. To avoid the appearance of such a defect, you will need to not only follow the technology of the material drying process, but also the rules for its storage. For this purpose, in a stack of lumber, the top 2-3 rows of blanks are secured in special pneumatic clamps, and sometimes a load pressing on them is evenly placed on top of the dried boards.