Peeled veneer - what is it?
Peeled veneer Veneer
is a building material that consists of flat thin sheets of wood of varying thickness.
Depending on the equipment used and production technology, veneer is produced with a thickness of 0.1 - 10.0 mm, and in accordance with the production method, it is classified as: sawn, planed and peeled.
Peeled veneer is produced on special equipment, peeling machines, the principle of which is based on cutting layers of wood of a given thickness from a cylindrical blank rotating around its axis.
Various tree species are used to produce peeled veneer: birch, aspen, alder, beech, maple, linden, poplar, spruce, pine, larch, fir and cedar. It is used for the production of plywood and other board building materials (carpentry, plywood boards, etc.), for the manufacture and cladding of furniture.
Depending on the quality of the wood used, its species, as well as the quality of processing, depending on the type of equipment used, peeled veneer is divided into five grades, these are:
- E (elite), I, II, III, IV – for hardwood;
- Ex (elite), Iх, IIх, IIIx, IVx – for coniferous trees.
The document regulating the production of peeled veneer is GOST 99-96 “Rolled veneer. Technical conditions".
Currently, a new document has been developed, in accordance with which this building material will be produced in the near future, this is the Interstate standard “GOST 99-2016 Peeled veneer. Technical conditions”, which is currently being approved by regulatory organizations.
Sliced veneer
Sliced veneer is a thin layer of wood of a given thickness in the form of a sheet, obtained by planing timber or vanches on special veneer cutting machines in accordance with GOST 2977-82 “Sliced veneer. Technical conditions". As a rule, before planing, raw materials are pre-treated thermally to a temperature of 30-70 0C to increase the plasticity of wood and reduce the number and depth of cracks in the finished product.
Veneer is made from the following wood species:
Deciduous:
- finely scattered-vascular - birch, beech, hornbeam, pear, maple, mahogany (dibetu, makore, moabi, sapeli), linden, alder, walnut, aspen, poplar, willow, plane tree, apple tree, sycamore, cherry, lemon tree, Karelian birch , dimorphant;
- large-dispersed vascular - mahogany (aile, bosse, limba, African mahogany or acaju, okume, sipo, tiama, framire);
- ring-vascular - velvet tree, elm, oak, elm, elm, chestnut, ash, mulberry, acacia, zelkova.
Coniferous:
- larch, pine.
Yew has always been used for sliced veneer, but due to the scarcity of this coniferous species, it is used in small quantities.
Most wood species processed into sliced veneer have pith rays. Their luster, color and shape create a beautiful texture when cut radially, which is why radial veneers are often valued more highly. Larch, ash, and oak have a more expressive pattern in a tangential and semi-radial section, when the cones of growth of annual layers are visible and the growth characteristics of the tree are clearly expressed: wavy structure, curls, curling, etc.
Depending on the texture of the wood, veneer is divided into types:
- radial (R) - annual layers have the form of straight parallel lines located over the entire surface of the leaf, the medullary rays in this section are most clearly visible in the form of stripes of different widths;
- semi-radial (SR) - annual layers have the form of straight parallel lines located on at least ¾ of the leaf area, the medullary rays have the form of inclined or longitudinal stripes;
- tangential (T) - annual layers forming growth cones, have the form of angles or curved lines, the core rays have the form of longitudinal or oblique strokes or lines;
- tangential-end (TT) - annual layers have the form of closed curved lines, core layers - curved lines or strokes.
Depending on the quality of wood and length dimensions, veneer is divided into grades: 1 and 2.
Standard requirements for veneer quality include the name, number, and sizes of the most common defects. Knots that have grown together, healthy and light, are allowed in the second grade up to 30 mm in size; knots up to 15 mm in size are not taken into account. In grade 1, knots 3 times smaller in size are accordingly allowed and not taken into account. Fused and unfused healthy dark knots, as well as holes from fallen knots are acceptable in grade 2, among the healthy light knots taken into account, no more than 10 mm in the amount of 1 piece. per 1 m of sheet length. In grade 1, these knots are not allowed.
Fungal lesions and chemical stains are allowed in grade 2 in an amount of no more than 10 and 5%, respectively, of the leaf area. Damage by insects can be allowed in a number of no more than two strokes per 1 m of leaf length. Closed cracks are allowed with a length of no more than 15% of the length of the sheet. In grade 1, the listed defects are not allowed. Also not allowed are curling, dark sprouting, false heartwood (for birch), and resin pockets. In grade 2, dark sprouting is limited to a size of no more than 5% of the leaf area, false core (for birch) to no more than 10%, resin pockets up to 20 mm in size are allowed in the number of knots taken into account, including 1 piece. per 1 m of sheet length.
Defects in veneer processing - scratches and scratches, metal painting in grade 1 are not allowed, in grade 2 they are limited by the depth and length of the sheet. The moisture content of the veneer should be 8±2%. The surface roughness for oak, ash, elm, larch, pine and large-vascular species should be no more than 200 microns, for wood of other species no more than 100 microns.
The slant of the cut veneer sheet should not exceed the maximum deviations indicated in the table. 1.
Table 1. Dimensions of sliced veneer sheets
| Wood type | Veneer type | Thickness | Width no less (with gradation 10) for variety | Length no less (with gradation 50) for variety | |||
| nominal | prev off | 1 | 2 | 1 | 2 | ||
| deciduous: | R, PR | 0,4; 0,6; 0,8 | ±0,05 | 120-4+5 | 60-4+5 | 900+10 | 400+10 |
| small-scattered-vascular | T | 0,6; 0,8 | |||||
| macrovascular | R, PR T | 0,6; 0,8 0,8 | |||||
| ring-vascular | R, PR, T | 0,8; 1,0 | |||||
| coniferous | R, PR, T | 0,8; 1,0 | |||||
| all types of wood (growths) | TT | 0,4; 0,6; 0,8 | ±0,05 | 200-4+5 | 100-4+5 | 200+10 | 200+10 |
Veneer is recorded in square meters. The width is measured along the middle of the length of the middle sheet of the pack, the length is determined by the middle sheet. Veneer sheets are placed in a stack (knol) in the order they come out of the machine during planing. In each knoll, the number of sheets must be even, at least 10. Each knoll must be tied in one place with a veneer length of up to 1 m, in two places with a length of more than 1 m, with twine in accordance with GOST 16266 “Technical twine. Technical conditions".
On each knoll on the top sheet of veneer, a marking is applied with chalk without a grease base or a pencil indicating the name of the wood species, dimensions, type of veneer, grade, amount of veneer in sheets and in square meters, for example, ash veneer, semi-radial type, 2nd grade , 0.8 mm thick, 40 sheets with an area of 6.4 m2 is designated as:
ASH PR 2 – 0.8 40 – 6.4, GOST 2977 – 82.
Knoli are placed in bags weighing from 80 to 500 kg, selected according to wood species, grades and thicknesses, each bag is wrapped in two layers with an auxiliary packaging agent, the ends of which are secured with polyethylene tape with an adhesive layer in accordance with GOST 20477-85 “Polyethylene tape with an adhesive layer. Technical conditions".
As an auxiliary packaging material, polyethylene film is used in accordance with GOST 10354 “Polyethylene film. Technical conditions" or paper in accordance with GOST 8828 "Two-layer packaging paper. General technical conditions”, ensuring the preservation of veneer moisture during transportation. The package formed in this way is packaged in disposable or reusable containers. Panels of disposable containers are made from boards 13-19 mm thick or sheet material (covers for packaging plywood products, fibreboard, etc.). Shields should have cross bars 25-40 mm thick and 50-70 mm wide. The length and width of the shield must correspond to the length and width of the package.
The shields are placed on top and bottom of the package and tied along the transverse strips with steel tape with a cross-section of 0.7×20 mm in accordance with GOST 3560 “Steel packaging tape. Technical conditions" or wire with a diameter of 4-6 mm in accordance with GOST 3282 "Low-carbon steel wire for general purposes. Technical conditions".
A label is applied to each package indicating the name of the manufacturer and trademark, the name of the wood species, the type of veneer, grade, thickness, quantity of veneer in packs, sheets and m2, and the designation of the standard.
Veneer should be stored indoors at temperatures from 40 to +50 0C and relative air humidity not higher than 80%.
Sliced veneer is used as a facing material for wood products and wood-based panels. In this case, sheets are selected according to texture, color, species into shirts of different widths in order to obtain high quality semi-finished products, furniture parts and products, interior elements, building structures, etc.
Distinctive characteristics
Thin peeled veneer
Experts believe that peeled veneer is not the best option when using it for finishing rooms or structural elements of furniture, as well as other structures. This is due to the low decorative properties of this material.
To improve its decorative qualities, veneer made by peeling is dyed, pyrotyped (hot printing) is performed, as well as other types of finishing. Distinctive features of peeled veneer are:
- The veneer texture shows large gaps between the early and late layers of wood.
- Peeled is the thinnest type of veneer.
- When peeling curly wood, this type of veneer demonstrates high decorative qualities.
Curly wood is wood with a natural defect, expressed in a tortuous or random arrangement of wood fibers.
Comparative characteristics
Sliced Veneer
Different types of veneer are used for different purposes, depending on the material's thickness, uses, and cost.
If we compare by thickness, this indicator looks like this:
- peeled veneer is produced in thicknesses from 0.1 to 10.0 mm;
- sliced veneer, thickness - from 0.2 to 5.0 mm;
- sawn veneer, thickness - from 1.0 to 10.0 mm.
Sawn veneer is made from coniferous trees, and the blanks are large-sized bars that are sawn in a given direction. This is the most expensive type of veneer, which is used for various types of finishing and even in the manufacture of musical instruments.
Sliced veneer is made from valuable tree species and is used for finishing furniture and interior decoration. This is a fairly expensive type of veneer, the price of which is determined by the cost of the wood used.
Peeled veneer is made from the most “simple” tree species (birch, oak, pine, alder), which determines its use in the production of plywood and other sheet finishing materials. As already written above, this is the cheapest type of veneer.
Peeled veneer
Peeled veneer is a thin layer of wood of a given thickness in the form of a strip, obtained by peeling a block in accordance with GOST 99-96 “Rolled veneer. Technical conditions".
Churaks are preheated in water at a temperature of 40±5 0C. The main tree species for obtaining peeled veneer are: birch, alder, maple, ash, elm, beech, oak, linden, aspen, poplar, spruce, pine, fir, cedar and larch.
The dimensions of peeled veneer must correspond to those indicated in the table. 2.
Table 2. Dimensions of peeled veneer
| Size | Values | Gradation | Prev. off |
| Length, mm | from 800 to 1200 | 100 | ±4 |
| from 1300 to 2500 | 100 | ±5 | |
| Width, mm | from 150 to 750 | 50 | ±10 |
| from 800 to 2500 | 100 | ±10 | |
| Hardwood thickness, mm | up to 1.15 from 1.25 to 4.00 | 0,20 0,25 | ±0,10 |
| Thickness of softwood, mm | from 1.20 to 4.00 over 4.0 to 6.5 | 0,40 0,50 | ±0,15 |
Depending on the quality of wood and processing, hardwood veneer is divided into five grades:
- E (elite), I, II, III, IV, and softwood veneer - Ex (elite),
- Iх,
- IIх,
- IIIx,
- IVx.
These varieties correspond to those previously adopted according to GOST 99-89 for deciduous species A, AB, B, BB, C; For conifers, four varieties were established: Ax, ABx, Bx, Cx, and the Ex variety was reintroduced. For each grade, GOST clearly limits the admissibility of one or another wood defect and processing defects.
In grade IV veneer, knots in any quantity of all types up to 80 mm in size are allowed, resin pockets are allowed up to 100 mm in length, unfused cracks up to 400 mm in length, other defects are not taken into account. In Ex grade veneer, per 1 m2 of sheet surface, only fused healthy light and dark knots of no more than 10 mm in size and spotting in the form of spots and stripes up to 175 mm long and 4 mm wide are allowed.
The moisture content of all types of veneer should not exceed 6±2% and is determined according to GOST 9621-82 “Laminated laminated wood. Methods for determining physical properties".
The surface roughness should be no more than 200 microns for hardwood veneer, and no more than 320 microns for softwood veneer.
Veneer is measured in cubic and square meters. The volume of an individual veneer sheet is determined with an accuracy of 0.00001 m3, and the volume of a batch of veneer is determined with an accuracy of 0.01 m3, the area of a sheet is determined with an accuracy of 0.01 m2, and the area of the sheets of a batch is determined with an accuracy of 0.5 m2.
The symbol indicates: product name, wood species, grade, dimensions, standard designation, for example:
VENEER, BIRCH, E, 1300x800x1.15 GOST 99-96.
Each package must be marked containing: the name of the manufacturer and trademark, symbol of veneer, area and volume of veneer in m2 and m3. The marking is applied directly to the bag or label with indelible paint indicating the handling sign “Afraid of dampness.” The weight of the package should not exceed 50 kg. By agreement with the consumer, it is possible to form larger packages.
Veneer must be stored indoors at temperatures from -4 to +50 0C and relative air humidity of no more than 60%.
Rotary cut veneer is characterized by a tangential cut in the wood. Peeling makes it possible to use round wood better than planing; the yield of finished products from raw materials is higher. Peeling is carried out using very advanced equipment at high speeds; the cost of peeled veneer is significantly lower than planed veneer. At the same time, the texture of sliced veneer is more expressive than peeled veneer.
Peeled veneer is used mainly for the production of plywood of various thicknesses and layers. It is also used for the production of wood-laminated plastics, bent-laminated parts of various profiles and sizes (chair blanks, plywood pipes, drums, etc.), cladding of slab and sheet materials, carpentry, particle boards and fibreboards, furniture panels, in carriage building, aircraft manufacturing, in the manufacture of matches, separators, batteries and for other purposes.
Peeled and planed veneer has the same advantages and the same disadvantages as solid wood in general.
Production Features
Peeling machine
The technology for producing peeled veneer has been known since the beginning of the 19th century, and over the years, the equipment used for the production of veneer has undergone many design changes and technical changes. However, the basic principles remain unchanged.
Churak, or in other words, the workpiece, which has previously been dried, is fed to a special peeling machine. The size of the block, length and diameter, depend on the model of the machine and its technical characteristics.
When the workpiece is fed to the machine, it is fixed in spindles, devices installed at the ends of the block.
An important point when installing a workpiece is correct alignment, because otherwise, during the next operation, rounding, there will be a large percentage of wood waste.
Rounding is a technological operation when, when rotating a block, sections of wood and its unevenness are removed from its surface. Removal is carried out until the workpiece is given the appearance of a correct cylinder.
After the cylinder is formed, the peeling process begins.
In this mode, simultaneously with the rotation of the block, the cutting knife moves in the direction of the center of rotation, which leads to cutting off a layer of wood of the required thickness.
The cut wood sheet (veneer) is wound on a special device (reel), located next to the peeling machine, or cut to the required size.
Distinctive features of the production of peeled veneer on an industrial scale are:
- the need to prepare blanks used for the production of veneer (hydrothermal treatment, heat treatment);
- sorting workpieces by diameter and length (crosscutting);
- sorting of assortments by types of raw materials and quality.
Veneer production technology
Veneer is a wood material consisting of thin sheets of wood with a thickness of 0.1 to 10 mm, which is used for the production of plywood, furniture cladding and marquetry. Veneer is produced in two main ways: peeling and planing.
Production of peeled veneer
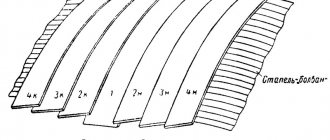
Peeled veneer is obtained by cutting a thin layer from the cylindrical surface of a piece of wood (block) (Fig. 13). The veneer is cut while simultaneously rotating the block around its axis and sliding the knife onto it. Thus, the wood is cut in a spiral, and a continuous strip of veneer emerges from under the knife. The length of the tape depends on the diameter of the block, and the width of the tape is equal to the length of the block. The length of the veneer strip can be from one to several tens of meters, reaching hundreds of meters for small veneer thicknesses. The thickness of the veneer depends on the amount of knife feed per block rotation and can vary from 0.3 to 4 mm. The part of the block that remains after cutting the veneer is called a pencil. The cutting process in the production of peeled veneer is called peeling.
Rice. 13. Planing and peeling of veneer
Production of sliced veneer
Sliced veneer is obtained by successively stripping thin layers from the surface of a piece of wood (vanches) (Fig. 13). Planing is carried out in a direction perpendicular to the length of the fibers. Sliced veneer is used as a decorative wood material for finishing furniture and other products. To obtain the most beautiful pattern (texture) of veneer, it is necessary to cut it in a certain (tangential, radial, mixed) direction. Therefore, decorative veneer is obtained not by peeling, but by planing. To produce sliced veneer, wood of various species is used, most often hardwood, which has a variety of beautiful textures. The thickness of the sliced veneer is 0.6; 0.8; 1 mm. Planed microveneer can be as thin as 0.04 mm.
Characteristics of raw materials
For the production of veneer, wood of any coniferous and deciduous species is used. The most common species for the production of peeled veneer are birch, alder, linden, and beech. Recently, coniferous species - pine, spruce, fir, and larch - have also begun to be used for the production of peeled veneer. For the production of sliced veneer, the most widely used hardwoods are ash, oak, beech, walnut, maple, and elm. Valuable exotic species are also used: rosewood, mahogany, rosewood. A beautiful pattern is obtained by planing the butt (butt is the part of the tree near the root) parts of the tree trunk. A particularly beautiful, sinuous and varied pattern is obtained when vicious parts of the trunk - sagging, burls - are used as raw materials.
Scheme of the technological process for the production of peeled veneer
Raw materials from the warehouse are supplied for heat treatment, which is performed to increase the plasticity of wood. Then the ridges (logs) are sent to a debarking machine to remove the bark and, along with it, dirt and sand, which lead to an accelerated dulling of the peeling knives. The logs are cut with a saw into logs of specified lengths. The churak is first rounded and then peeled. The veneer strip coming out of the peeler is placed on a conveyor, which feeds it to the shears for cutting into sheets of specific formats and stacking.
The pack is taken out from under the shears by a conveyor and taken to the dryer by an electric forklift. The veneer is dried in a roller dryer, then sorted on a conveyor and placed into bundles by grade. Non-format, narrow sheets of veneer are glued into format ones. Sorted veneer sheets that have knots are sent to a veneer repair machine, where the knots are removed and the resulting holes are sealed with veneer inserts. Packs of finished veneer are delivered to the warehouse or to the gluing department.
Other options are also used for the production of veneer. For example, cutting logs into churaki is done before heat treatment, and after heat treatment, the churaki are sent to a peeling machine, where debarking, rounding and peeling are carried out immediately with one knife. To prevent the peeling knife from becoming dull and jagged by solid particles found in the bark, debarking and rounding are performed on a peeling machine specially dedicated for this purpose.
Scheme of the technological process for the production of sliced veneer
From the raw material warehouse, the logs are sent to cross-cutting, where they are cut into pieces of a given length. Each segment is sawn lengthwise, resulting in a double-edged beam. If necessary, the timber is sawn into two halves and the resulting vanches are subjected to heat treatment in a steaming chamber or autoclave.
Vanches are planed on a veneer planing machine. Sliced veneer is dried in roller dryers, trimmed on cross-cutting machines and packaged in bundles. Subsequently, veneer sheets will be used to create a specific pattern for cladding furniture. The color, tone, and character of the design must be the same in each set, so the veneer sheets obtained from each vanches during the planing process are folded, dried and packed into bundles in the same order in which they came from the planing machine. If three vanches are planed at the same time, the veneer from each vanches is folded into three separate bundles. A bundle of veneer that is assembled, dried, packaged and tied with twine, preserving the texture of each vanches, is called a knol.
Veneer drying
The initial moisture content of veneer can vary depending on the conditions of delivery and storage of raw materials from 50 to 100%. The final moisture content of veneer, depending on the purpose, ranges from 6 to 12%. Three drying methods are used for veneer: contact, convective, and combined.
With the contact drying method, heat is transferred to the veneer sheet from the hot plates of the press. Veneer sheets placed between the press plates are periodically compressed by the plates (heating period) and released (moisture release period). This method is used when drying veneer in drying-breathing presses and is almost never used due to the poor quality of drying and difficult working conditions.
The convective drying method is used in belt and chamber dryers. Heat in this method is transferred by washing the veneer with hot air or hot gas. In convection dryers, the veneer is sandwiched between two continuously moving mesh belts to prevent warping. Feeding veneer into such a dryer is possible both along and across the fibers, as a result of which belt dryers are mainly used for drying sliced veneer.
In combined drying, heat is transferred to the veneer by convection and contact with hot parts of the drying chamber. This method is used when drying veneer in roller dryers, which are currently widespread.
Flaws
The choice of one or another type of veneer is influenced by the presence of disadvantages inherent in each of the materials being compared.
Thus, peeled veneer has the following disadvantages:
- large losses of wood associated with the preparation (rounding) of blanks;
- the veneer texture has an uneven and non-repeating structure with wide veins;
- the right side of the veneer turns out to be uneven and torn, which is due to the production technology.
Veneer peeling is a technology that makes it possible to produce various types of building materials at low cost for various types of construction and installation work.