В последнее время энергетические ресурсы считаются огромной ценностью, поэтому люди пытаются повсюду находить альтернативные источники энергии.
Переработанные опилки, листья или другие отходы сельскохозяйственной промышленности могут стать отличным топливом. Но чтобы превратить их из мусора в полезный материал, необходимо задействовать специальную установку — пресс для брикетов.
Переработанные опилки в последнее время все больше и больше становятся популярным альтернативным источником энергии
Общая информация
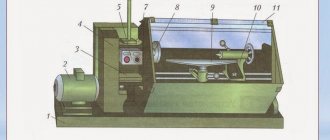
Пресс для производства брикетов состоит из нескольких узлов и механизмов.
К ним относятся следующие части:
- Стол (основание), к которому крепят остальные узлы, включая матрицу, формирующую будущее топливо.
- Силовой каркас зафиксированный на основании. Его задача заключается в передаче усилия через пуансон на материал.
- Механический или ручной привод. В первом случае рассматривается гидроусилитель или электромотор, а во втором — мускульная сила или дополнительный домкрат.
Перед тем как приступить к использованию пресса, нужно разобраться в принципе его работы и областях применения.
Преимущества силовой конструкции очевидны:
- Она позволяет создавать недорогое сырье с хорошей энергетической ценностью и высокой плотностью.
- С ее помощью можно обеспечить себя доступным топливом для обогрева помещения в течение всего холодного сезона. Для владельцев жилищ, находящихся вдали от газовых магистралей, или людей, желающих сэкономить средства на отоплении, такое решение вполне оправдано.
Так выглядит прессованная древесина в брикеты промышленным путем
Однако изготовлять механизм рекомендуется при наличии твердотопливного котла или печи, а также при доступности исходного сырья. От этих двух факторов зависит экономичность оборудования и его польза для частного хозяйства.
Подходы к изготовлению
Прежде чем приступать к изготовлению топлива самостоятельно, нужно понимать, на чём основано его производство на заводе
Неважно, в каких условиях изготавливают сырье, в домашних или промышленных: подготовительный этап одинаковый. Он состоит из измельчения сырья и его сушки
В качестве материала используют крупные отходы деревообрабатывающей промышленности и опилки. Иногда применяют агропромышленные отходы, например, шелуху семечек или угольную пыль. Влажность сырья после просушки не должна превышать 8%.
Следующий этап изготовления — брикетирование опилок или прессовка. Существует 2 способа проведения этого процесса:
- Создание брикетов с помощью гидравлического пресса.
- Способ экструзии.
Какая бы технология ни была выбрана, нужный результат достигается благодаря сильному давлению на сырье. В процессе прессовки из него начинает выделяться лигнин, природный компонент. Именно он не даёт рассыпаться материалу. При работе на гидравлическом прессе опилки хорошо формируются в виде кирпича. Этому способствует произвольное разогревание опилок.
Принцип метода экструзии напоминает работу соковыжималки или мясорубки. Сначала материал отправляют в специальный бункер. Он переносится в рабочий канал агрегата с помощью шнека. Именно там начинается сжатие и прессование под усилием в 1000 бар. В итоге машина выдаёт брикетированные дрова из опилок. Они имеют форму шестигранника. Брикеты проходят дополнительную термическую обработку.
Плюсы и недостатки
Основное преимущество подобных установок — низкая стоимость брикета, который используется в качестве топлива. С помощью такой продукции можно отапливать деревообрабатывающий цех или обустраивать автономное отопление теплицы. Переработанные растительные отходы способны вырабатывать внушительное количество тепловой энергии, составляя достойную конкуренцию для многих видов топлива. В результате изготовление прессов становится все более актуальным и востребованным.
Еще один плюс топлива, созданного на таком оборудовании, — низкий процент зольности. В результате сгорания брикетов появляется органическая зола без вредных примесей и добавок, поэтому ее нередко используют в качестве удобрения для почвы.
Автоматическая система с вертикальным исполнением для производства топливных брикетов представляет собой компактный автоматический агрегат непрерывного действия
К недостаткам относится высокая гигроскопичность конечного продукта, поэтому его приходится хранить в специальных условиях, где отсутствует любая влажность. По прочности сжатые отходы уступают остальному твердому топливу, что приводит к образованию пыли при эксплуатации брикетов. Нередко эта пыль вызывает у потребителей аллергическую реакцию, а если она скапливается в больших объемах, то это приводит к созданию взрыво- и пожароопасной смеси.
Среди ключевых разновидностей промышленного оборудования выделяют:
- автоматические системы;
- полуавтоматические установки;
- модели для мелкосерийного производства.
Установки могут быть гидравлическими, пневматическими или винтовыми. Также есть модели с вертикальным или горизонтальным исполнением.
Как изготовить пресс для топливных брикетов своими руками:
Типы станков для брикетирования
Раздумывая над тем, какой прес для изготовления брикетов будет самым лучшим для работы на дому, не помешает ознакомиться с устройством и особенностями работы самых популярных на сегодняшний день моделей установок, чтобы можно было выбрать оптимальный вариант. В этот перечень входят:
- Гидравлический станок, который является самым бюджетным и доступным из всех существующих прессов. Низкая цена такого оборудования обусловлена тем, что изготавливаемые с его помощью топливные пакеты получаются слишком рыхлыми и часто распадаются на мелкие фракции в процессе горения, не давая сильного и продолжительного жара.
- Шнековый пресс для опилок. Своими руками сделать конструкцию такого типа не так уж просто, так как она отличается довольно высоким уровнем сложности в изготовлении и предполагает использование определенных элементов типа шнека, который напоминает стальной спиральный стержень в обычных мясорубках. Тем не менее все приложенные усилия обязательно оправдают себя, так как брикеты, сделанные на установках шнекового типа, обладают высокой плотностью и способностью длительного горения.
- Пресс ударно-механического типа является одним из самых распространенных видов конструкции для самодельного изготовления брикетов, так как он не является слишком сложным в изготовлении. Что же касается готовой продукции, то на выходе получается что-то среднее между топливными пакетами, сделанными на гидравлической и шнековой установке.
- Пресс-гранулятор, который используется для переработки комбикормов. Такой станок также прекрасно подойдет для прессования топливного сырья, но при условии, что в переработку будет запущена исключительно мелкая его фракция.
Организовывая домашнее производство по изготовлению брикетов для отопления, следует учитывать его потенциальную мощность, объем и характеристики имеющихся материалов, которые будут обрабатываться прессом, а также наличие подручных средств для конструирования самодельной установки. Принять правильное решение поможет и детальное изучение плюсов и минусов разных типов установок.
Достоинства и недостатки моделей
Чаще всего в домашних хозяйствах и небольших производственных цехах применяются прессы гидравлического типа, которые могут работать от индивидуального или общего (группового) привода. Как правило, подобные устройства обладают такими преимуществами и недочетами:
- Для переработки в гидравлическом прессе могут применяться практически любые строительные отходы, включая дерево, деревянную стружку и опилки, остатки фанеры, сухие листья и пр.
- По сравнению с другими перерабатывающими агрегатами, гидравлический пресс имеет самый низкий уровень шума во время работы.
- Высокая прочность и надежность конструкции способствует максимально точной подаче сырья и практически моментальной его переработке, притом что некоторые агрегаты могут похвастаться наличием скоростного регулятора.
- Единственным недостатком такого оборудования является низкая плотность изготавливаемых брикетов.
То есть, гидравлический пресс больше подойдет тем людям, которые параллельно занимаются деревообрабатывающей промышленностью и не страдают от недостатка сырья. Если же материала для изготовления топливных брикетов не так уж много, то лучше присмотреться к любой другой конструкции, которая позволит изготавливать более плотные брикеты, способные долго и хорошо гореть.
Альтернативой гидравлическому прессу может стать шнековая установка, которая не только измельчает материал в труху, параллельно высушивая его, но и обеспечивает его максимальную плотность на выходе благодаря сильному давлению, создаваемому внутри агрегата. При этом стоит выделить такие плюсы и минусы шнекового станка:
- Устройство может похвастаться самой высокой эффективностью по сравнению с любыми другими аналогами.
- Обработка сырья в шнековых установках позволяет получать самые качественные брикеты идеальной формы с характерной полостью внутри, которые прекрасно выдерживают транспортировку на дальние расстояния и не рассыпаются в процессе горения.
- Одним из недостатков такого пресса является необходимость поддержания определенных условий эксплуатации для обеспечения полноценного рабочего процесса. К примеру, падение внутренней температуры внутри агрегата может быстро остановить производственный цикл.
- Стоимость такого оборудования, как правило, очень высокая, поэтому многим хозяевам приходится присматриваться к более бюджетным и менее производительным агрегатам.
Изготовление шнекового станка будет под силу только опытным мастерам, которые умеют пользоваться токарным станком. Кроме того, для конструирования этого сложного устройства понадобится только самая прочная и высококачественная сталь.
Оптимальным вариантом может стать ударный механический станок, который помимо опилок способен перерабатывать солому, каменную и древесную, угольную пыль, сухоцвет и любое другое сырье разных форм и размеров. Производительность такого оборудования значительно превышает те показатели, которые демонстрирует пресс гидравлического типа, но уступает шнековому станку.
При этом процесс обработки можно максимально автоматизировать и не уделять ему столько внимания, сколько требует обслуживание агрегата шнекового типа. В то же время стоимость таких станков слишком высока, поэтому многие мастера изготавливают подобные конструкции самостоятельно. Что же касается грануляторов, то они чаще всего используются для переработки самого мелкого сырья, хотя некоторые умельцы используют подобные установки для двойной переработки, сначала измельчая сырье и только потом приступая к его уплотнению в топливные пакеты.
Технология производства брикета
Понять, как сделать пресс для брикетов своими усилиями, относительно просто. Для этого нужно придерживаться общих рекомендаций и следовать пошаговому руководству.
Задача подобного механизма заключается в измельчении исходного сырья, в качестве которого принято использовать отходы деревообрабатывающих предприятий, а также его дальнейшем высушивании. Чтобы сделать из древесного мусора топливо, его влажность нужно довести до 8-10%. Кроме растительных компонентов, для производства брикетов задействуется и угольная пыль.
После подготовки нужных составляющих можно переходить непосредственно к изготовлению брикета, используя одну из двух технологий:
- Прессование. В этом случае исходное сырье нужно поместить в специальную форму, которая называется матрицей, и измельчить его с помощью мощного гидравлического пресса. Деталь, которая воздействует на сырье, носит название пуансон. Сама машина способна развивать давление до 300-600 атмосфер.
- Экструзия. По принципу работы профессиональный экструдер напоминает шнековую мясорубку. Исходное сырье проходит через сужающийся канал, а давление, которое воздействует на него, составляет около 1000 атмосфер.
Технология производства брикета в промышленных масштабах посредством прессования
При сильном сжатии подготовленная масса прогревается до высоких температур. Из небольших частиц материала выделяются клейкие вещества, которые начинают связывать массу и делать ее твердой. Показатели плотности сырья достигают 900-1100 кг/1 м³. Для сравнения, у качественной древесины они составляют 500-550 кг/1 м³. Обработанная масса обретает высокий тепловой потенциал, а ее энергетическая ценность возрастает в два раза.
Горят такие брикеты в несколько раз дольше, чем обычная древесина. В итоге они проходят стадию термической обработки, их разрезают на равные части и завозят на склад.
Столкнувшись с вопросом производства топлива из отходов, у многих появляется дилемма между покупкой заводского оборудования и изготовлением пресса для топливных брикетов своими руками по чертежам.
Как сделать брикеты самому?
Мелкофракционные древесные отходы (тырса, опилки) использовать в качестве топлива в «натуральном» виде проблематично – из-за малой плотности они быстро прогорают, выделяя небольшое количество тепла, ссыпаются с колосников в зольник, что увеличивает расход.
Если есть бесплатный доступ к неограниченному количеству древесных опилок и желание сделать их пригодными для сжигания в печи или отопительном котле, можно изготовить брикеты из опилок своими руками.
На что сразу следует обратить внимание
- сжимать сырье до выделения лигнина способно только дорогостоящее промышленное оборудование, при кустарном производстве придется ввести в состав сырья связующее вещество;
- сформованные брикеты необходимо сушить на воздухе и где-то хранить, т.е., необходимо позаботиться о подходящем просторном помещении, навесе на случай плохой погоды.
Чтобы сделать брикеты из опилок, потребуется следующее оборудование
- измельчитель (чем мельче фракция сырья, тем выше плотность конечного продукта), можно использовать устройство, измельчающее растительное сырье для приготовления компоста;
- пресс ручной или гидравлический + подходящие емкости для формовки;
- емкость для ручного замешивания сырья, строительный миксер или компактная электрическая бетономешалка.
Особенности брикетирования
Изготовление топливных брикетов из опилок начинается с подготовки сырья. Опилки измельчают (если есть такая возможность), замачивают в воде.
Затем добавляют связующее вещество
- глина (доступный и дешевый вариант, добавляется в пропорции 1:10, но после таких брикетов остается большое количество золы, т. к. глина не сгорает);
- обойный клей (удорожает производство);
- измельченный размоченный картон, макулатура (пропорция 1:10, добавка безопасна, практически полностью сгорает, но при производстве придется увеличить время на просушку сформованных брикетов).
После перемешивания ручным или механизированным способом, сырье выкладывают в форму для брикетирования опилок. Это металлическая емкость прямоугольной или цилиндрической формы с перфорированным дном и стенками. Отверстия небольшого диаметра нужны для отвода излишков влаги при прессовании.
Самодельный пресс для брикетов может иметь напольное или настенное исполнение. Он состоит из мощной стальной рамы, сваренной из профиля, и рабочей части. Шток перемещается за счет накручивания или за счет давления на рычаг. Ручной пресс с винтовым штоком отжимает лучше, но на изготовление одного брикета тратится много времени. Сделанный своими руками пресс с рычагом можно оснастить двумя штоками для повышения производительности.
Конструкцию описанного станка вы сможете посмотреть на данном видео:
Отжимать влагу из брикетов при помощи мускульных усилий тяжело и малоэффективно. Заготовки приходится долго сушить, в готовом виде они легко крошатся и быстро сгорают из-за малой плотности. Чтобы повысить качество продукции, пресс для изготовления самодельных брикетов оснащают гидравлическим автомобильным домкратом, закрепив его вверх ногами на верхней балке рамы. Гидравлическое усилие зависит от характеристик домкрата.
Топливные брикеты из опилок, вынутые из формы, раскладывают на просушку на солнце или в хорошо отапливаемом помещении. Следует добиться влажности, сопоставимой хотя бы с показателями сырых дров (до 25%). Чем суше топливо, тем выше его теплоотдача. Твердотопливные и пиролизные котлы рассчитаны на использование топлива, влажность которого не превышает 30%.
Преимущества самодельных конструкций
Стоимость промышленного пресса для изготовления брикетов колеблется в пределах от 300 тысяч до 1 млн рублей. Мало кто готов выложить такую сумму, поэтому самостоятельное изготовление станка становится все более актуальным. Да и покупать столь дорогостоящий механизм для собственных бытовых нужд нецелесообразно, поскольку его окупаемость очень низкая.
Что касается самодельных прессов, то их вполне реально изготовить в домашних условиях. В этом случае можно попытаться соорудить систему с нуля или приобрести несколько узлов для сборки.
По схеме вполне реально изготовить самодельную пресс машину в домашних условиях
Рассматривая вариант изготовления с нуля, нужно обзавестись такими механизмами для сжатия:
- Рычагом.
- Винтовым механизмом.
Первое устройство характеризуется простой конструкцией, при этом его можно сделать из обычной древесины. Что касается винтовых механизмов, то они подразумевают наличие стальных заготовок и токарного станка. Более сложный в плане производства шнековый экструдер тоже создается своими руками, но для этой цели приходится покупать недешевую сталь высшего класса.
Отапливать помещение брикетами из растительных отходов не только дешево, но и экологично. Объясняется это отсутствием в составе топлива вредных добавок и примесей. Для обустройства системы отопления можно использовать самодельный пеллетный котел или слегка модернизировать готовую твердотопливную установку.
Преимущества поленьев из опилок
В пользу брикетов, спрессованных из опилок, можно привести следующие аргументы:
- Продолжительное горение — 4 часа.
- Минимальное дымообразование.
- Экологичность. Исходное сырье — натуральные материалы, поэтому пеплом можно удобрять грядки.
- Высокая энергоотдача. Гораздо превышает энергетические возможности дров, сравнима только с качественным углем.
- Постоянная температура горения.
- Экономичность. Стоимость 1 т такого топлива обойдется дешевле, чем соответствующее количество дров или угля.
- Возможность самостоятельного изготовления.
Недостатки также присутствуют. Главный из них — боязнь влаги. Хранить их под открытым небом нельзя, т.к. они быстро впитают влагу, следовательно, будут плохо гореть. Поэтому для складирования необходимо выделить сухое помещение.
Сколько-нибудь значительные механические воздействия на брикеты из опилок противопоказаны. Если покупать для их изготовления специальное оборудование, себестоимость будет высокой и не всегда оправданной.
Замена угля и дров на брикеты из опилок, позволяет сделать отопление загородного жилья более экологичным. В то время как отопление влажными дровами приводит к выбросу вредных веществ, «евродрова» в этом отношении полностью безопасны
Выгодно налаживать кустарное производство, если опилки бесплатные, а в качестве установки можно использовать уже имеющееся оборудование.
Изготовление на основе других устройств
Если желания создавать пресс для изготовления брикетов с нуля нет, тогда можно попробовать переработать какое-то другое приспособление под такой механизм. Это может быть домкрат или небольшой гидравлический пресс, который дополнительно оснащается пуансоном и матрицей.
При этом важно понимать, что все самодельные установки не способны обеспечивать то давление, при котором происходит выработка лигнина. В результате к исходной массе добавляют ряд сторонних добавок, включая:
- недорогой клеящий состав (например, для обоев);
- глину (на 1 часть сырья берут 10 частей отходов);
- размокшую бумагу или гофрокартон.
Занимаясь производством станка под брикеты, важно учитывать такой этап, как измельчение сырья. Ручная резка материала не рекомендуется, поскольку подобная манипуляция занимает много времени и сил. Вместо этого рекомендуется задействовать дополнительные приборы, например, измельчитель из старой активаторной стиральной машинки, в который помещают ножи. Также можно купить роторный станок. Его задача заключается в измельчении растительных компонентов.
Важен также такой момент, как измельчение сырья, при чем ручная резка материала не рекомендуется, поскольку подобная манипуляция занимает много времени и сил
Для успешного изготовления рычажного или винтового пресса не нужно покупать дополнительные детали. Однако особыми рабочими свойствами такие устройства не обладают. Более эффективным окажется пресс из гидравлического домкрата, на который устанавливается электрический или ручной привод.
К готовому оборудованию добавляют пуансон, размеры которого сопоставимы с размерами матрицы, где проходит прессование. Для создания матрицы берут толстостенную трубу, в которой проделываются отверстия под вентиляционную систему. Матрицу дополнительно снабжают съемным дном — его можно будет убрать после получения готового брикета.
Особенности конструкции прессовального аппарата
Самодельный пресс для брикетов — механический агрегат. Его ключевые элементы:
- Рабочий стол-станина. На этом основании будут закреплены все конструктивные детали пресса.
- Опорный каркас. Регулирует и направляет силовое усилие, которое человек оказывает на пресс.
- Привод. Может быть ручным или механическим (гидро- или электродвигатель).
- Пуансон. Это элемент привода, который оказывает непосредственное воздействие на сыпучую сырьевую заготовку.
- Формовочная емкость. Должна иметь перфорационные отверстия.
Простейший пресс оснащен винтовым ручным приводом. Давление на заготовку создается путем закручивания винта. Ее производительность достаточно низка, поэтому такой пресс не получил широкой популярности в народе. На загрузку-выгрузку, закручивание винта тратится время и энергия. Сравнительно более совершенным выглядит пресс для брикетов с длинным рычагом и функцией самостоятельного выдавливания готового кирпича наружу. Подобный станок можно усовершенствовать, усложнив конструкцию гидравлическим домкратом.
Совет. Для ускорения процесса прессовки на рабочий стол приваривают вторую матричную форму.
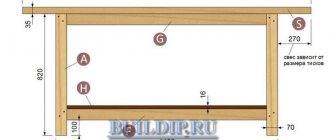
Материалы и подручные средства
Чтобы сделать пресс для брикетов своими руками, нужно запастись некоторыми материалами и подручным средствами. Кроме основной составляющей также придется купить разные виды стального проката:
- швеллер;
- уголок размерами 100х100 мм;
- лист толщиной 3-6 мм, из которого нужно будет вырезать пуансон. Толщина заготовки определяется диаметром матрицы.
Также необходимо подготовить трубу сечением 25-30 ммдля изготовления штока пуансона, толстостенную трубу для матрицы и более крупную для корпуса. При отсутствии такого материала барабан можно создать из листа жести. Также для предстоящей работы подготавливают оцинкованную сталь — из нее создаются лотки.
Сборка станка идет согласно следующей инструкции:
- Оборудуют основание прибора. Его создают из швеллеров с помощью сварочной установки.
- На основе уголка изготовляется четыре стойки длиной 1,5 м. Их приваривают вертикально с одинаковым шагом.
- Дальше из стальной трубы или листа жести создается барабан, где будет осуществляться перемешивание исходного сырья. При наличии в доме вышедшей из строя стиральной машины барабан можно достать из нее.
- Затем конструкцию барабана приваривают к стойкам. По возможности его лучше оснастить двигателем. Если силовая установка при работе создает сильные вибрации, а скорость ее вращения слишком высокая, это можно решить с помощью редуктора.
- Под барабаном устанавливают лоток, по которому сырье будет подаваться в матрицу.
- В нижней части матрицы располагают фланец, к которому прикручивают съемное дно. Для него потребуется стальной лист.
- Затем к основанию нужно приварить или прикрутить матрицу.
- Круглый пуансон вырезается из листа стали. Вместо него можно использовать обычный диск подходящего диаметра.
Пресс брикетировочный предназначен для изготовления топливных брикетов из опилок древесины мягких и твердых пород, шелухи подсолнечника и других растительных отходов
Полезные рекомендации
Хоть с помощью самодельного пресса вряд ли удастся изготовить брикет с высокой плотностью, для обогрева помещений в холодное время года его вполне хватит. Основную задачу установка решает на ура — рассыпчатое рыхлое сырье становится цельным кирпичом или цилиндрообразной массой, которую затем помещают в твердотопливный котел.
Чтобы создание гидравлического пресса для производства топливных брикетов оправдало себя, нужно учесть массу факторов. В первую очередь важно убедиться, что исходное сырье будет доступным и дешевым. Также следует оценить средневзвешенный объем получаемого материала, вид используемых отходов и собственную потребность в твердом топливе. Если отопление брикетом позволит существенно сэкономить финансы, то изготовление пресса — хорошее решение с долгосрочной перспективой.
Изготавливаем короб
Для этого нам потребуется металлическая профильная труба размером — 140х100 мм. Отрезаем кусок длиной 20 см.
В коробе необходимо просверлить отверстия для слива воды. Или же можно просто сделать болгаркой вертикальные прорези.
1
Виды топливных брикетов
Брикеты делят на виды в зависимости от их формы. В основном на рынке можно встретить следующие типы:
- RUF. Это прямоугольники прессованные размером 15 х 9,5 х 6,5 см. Производят их из опилок натуральной древесины с добавлением специальных компонентов.
- Nestro. Визуально это цилиндры диаметром от 6 до 9 см и длиной от 5 до 35 см, не имеющие отверстий. Материал для производства — прессованная древесная масса. Ее просушивают, помещают в загрузочною емкость, затем посредством шнека подают на прессование. По формам под давлением массу распределяют дозаторы.
- Pini kay. По форме это многогранники с числом граней от 4 до 6. В процессе производства их подвергают обработке высокими температурами и прессованию под высоким, до 1100 бар, давлением. В результате, возрастает эффективность горения, влагостойкость, плотность.
Химический состав и теплоотдача у всех этих видов прессованных опилок одинакова, отличаются они только плотностью. Этому топливу не свойственны искры, вылетающие в разные стороны. Большая плотность и незначительная гигроскопичность позволяют хранить это топливо в небольшой кладовке рядом с печкой.
Кроме опилок для производства брикетов применяют шелуху подсолнуха, гречки, бумагу, мелкие ветки, опавшие листья, солому. Оборудование для этого имеет довольно простую конструкцию, и изготовить его можно своими руками
Если для формирования брикетов есть необходимое сырье, их можно изготовить самостоятельно.
Готовое оборудование для производства в домашних условиях
Для производства топливных брикетов требуется специальное оборудование.
Поэтому, чтобы создать качественную продукцию своими руками необходимо приобрести:
- Измельчающее устройство.
- Сушильный станок.
- Пресс.
Но покупать дорогостоящие станки для брикетирования древесных отходов в домашних условиях нецелесообразно.
Мощные установки имеет смысл задействовать только при изготовлении топливных брикетов в больших объемах.
Изготавливать брикеты в качестве материала для обогрева частного дома можно без сушилки. Удалить влагу из заготовленного сырья несложно естественным способом. Для этого опилки или древесная стружка раскладывается небольшим слоем на улице под навесом.
Часто для создания компактного топлива применяется самодельный пресс. Такое устройство не обеспечит высокой плотности сжатия материала, но все же позволит сделать пригодное для домашнего использования топливо.
Видовое разнообразие
Существует несколько типов прессов:
- гидравлические;
- шнековые;
- ударно-механические;
- грануляторы.
Отличия состоят в способе создания давления и характеристиках брикетов.
Гидравлический
Станки этого типа имеют следующие характеристики:
- Способ производства – прерывистый.
- Рабочий механизм – гидравлический: усилие создается путем нагнетания масла в полость гидроцилиндра.
- Удельное давление – 500–1500 кг/кв.см.
Гидравлический станок имеет прерывистый способ производства.
Сырье загружают порциями в пресс-форму (стакан). После сжатия извлекают готовый брикет.
У гидравлических прессов 2 достоинства:
- низкая стоимость;
- брикеты имеют форму кирпича (RUF), что облегчает транспортировку и хранение.
Недостатки:
- малая производительность;
- относительно низкое давление – плотность брусков не превышает 0,75–0,8 кг/куб.см.
Шнековый
Характеристики прессов:
- Способ изготовления – непрерывный.
- Рабочий орган – вращающийся шнек (как в кухонной мясорубке).
- Удельное давление – до 3000 кг/кв.см.
Пресс работает по принципу экструзии: шнек продавливает смесь сквозь постепенно сужающееся отверстие – фильеру. Благодаря конической форме канала сила сжатия со стороны его стенок в несколько раз превышает давление, развиваемое винтом. Похожий эффект наблюдают при вбивании клина в щель, что приводит к раскалыванию древесного ствола.
Шнековый пресс продавливает смесь сквозь сужающееся отверстие.
Преимущества установки:
- Высокая плотность брикетов – 1,08–1,40 кг/куб.см. Такое топливо долго горит и дает много тепла.
- Высокая производительность. Благодаря непрерывной работе экструдера за единицу времени удается получить больше брикетов, чем на гидравлической установке.
- Полено имеет формат Pini&Kay – с 6-угольным сечением и сквозным отверстием посредине. Канал обеспечивает поступление воздуха к внутренним слоям и, как следствие, максимально полное сгорание и минимальную зольность.
Недостаток шнекового пресса – высокая стоимость.
Ударно-механический
Характеристики оборудования:
- Способ производства – непрерывный.
- Рабочий орган – вращающийся коленчатый вал с закрепленным на нем шатуном (кривошипно-шатунный механизм).
- Удельное давление – до 2500 кг/кв.см.
Есть еще одна разновидность экструдера, когда сырье продавливает через фильеру поршень, двигающийся возвратно-поступательно.
По стоимости и производительности ударно-механические прессы занимают среднее положение между гидравлическими и шнековыми моделями. То же можно сказать о плотности бруска: она составляет 1–1,15 кг/куб.см. Он имеет сечение круглой формы (тип Nestro) со сквозным отверстием.
Ударно-механический пресс работает непрерывно.
Недостаток оборудования – ускоренный износ подшипника из-за ударного воздействия.
Несмотря на это, такие прессы получили широкое распространение благодаря оптимальному сочетанию цены установки и качества продукта.
Пресс-гранулятор
Это универсальный экструдер для изготовления мелкофракционного прессованного продукта. Если сырьем выступает измельченное зерно – на выходе получают комбикорм; если опилки, торф, шелуха семян и пр. – топливные гранулы (пеллеты). Преимущество малокалиберных брикетов состоит в возможности автоматической подачи их в камеру сгорания котла шнековым или поршневым питателем. Теплогенератор должен быть оборудован специальной пеллетной горелкой.
Критерии выбора пресса: на что обратить внимание
Выбирая станок, учитывайте следующее:
- Мощность электродвигателя. Она ограничена пропускной способностью автоматического выключателя на вводе в дом и сечением кабелей. Наиболее энергоемкими являются шнековые агрегаты.
- Расстояние до сервисной службы поставщика. Чем ближе она расположена, тем быстрее выполнят ремонт и тем меньше будет убытков от простоя оборудования.
- Консультирование по телефону. Полезная услуга от поставщика или дилера позволяет избежать ошибок и сэкономить деньги.
- Объем доступного сырья и емкость рынка. Затраты на покупку машины с избыточной производительностью будут неоправданно большими, а вместе с ними и стоимость ремонта. Эти факторы увеличат срок окупаемости оборудования и приведут к снижению прибыли от производства.
Выбирая станок, учитывайте мощность электродвигателя.
Стоит ли делать брикеты в домашних условиях?
В реальной жизни топливные брикеты из опилок, сделанные своими руками, получаются не совсем такими, как это преподносится некоторыми интернет-ресурсами. Это заставляет сомневаться в целесообразности всего предприятия, и вот почему:
- на красочных видеороликах из интернета процесс выглядит просто и легко. В действительности это тяжкий труд, чтобы заготовить нужное количество топлива на сезон, надо затратить немало времени и физических усилий;
- теплота, выделяемая самодельными брикетами при сжигании, гораздо ниже, чем у заводских изделий. Все дело в недостаточной плотности «кирпичей», так как домашние приспособления не могут обеспечить требуемое давление прессования;
- просушивание на солнце не может сравниться с промышленными сушилками, поэтому в топливе содержится влага, влияющая на теплотворную способность;
- самодельное топливо из опилок содержит глину, что не сжигается в топке котла. Значит, золы будет оставаться больше.
Процесс производства евродров
Прежде всего необходимо разобраться с промышленной технологией, чтобы в дальнейшем соблюдать ее принципы.
Сначала измельчают опилки, стружки, более крупные древесные отходы. Затем сырье тщательно просушивают до снижения уровня влажности на 90%. Кроме для отопления могут включать отходы аграрной промышленности: шелуху зерновых культур, лузгу семечек. Если брикетированный образец состоит из угольной пыли, его лучше не использовать в быту.
После измельчения и сушки осуществляется основной этап производства — прессование опилок. Для этого используется брикетировочный пресс или экструдер, зависит от выбранного метода формовки топлива. Экструзия и прессование — усиленное сдавливание исходного сырья с целью получения связующего вещества лигнина (природного компонента, выделяемого из древесины). Он заменяет клеящие составы, сохраняет экологическую чистоту топлива. При первом способе сдавливания пресс гидравлический для брикетирования развивает усилие около 500 бар. Из-за этого происходит самопроизвольный разогрев сырья, опилки сбиваются в плотный прямоугольный кирпичик.
Экструзионная технология производства схожа с работой мясорубки. Исходный материал поступает в загрузочный бункер, при помощи шнека проталкивается в зауженный конический канал. Шнековый пресс для производства топливных брикетов выдает усилие в 800–1000 бар. Получается шестигранный брикет, дополнительно прошедший обработку под высокими температурами, порезанный на сегменты равного калибра. На чертеже показана конструкция шнекового агрегата в разрезе.
Брикетирование в домашних условиях
Покупать пресс для производства топливных брикетов не совсем разумно даже при наличии подручного сырья: приобретение вряд ли окупится, если только не наладить продажу готового продукта. Без профессионального агрегата невозможно выдержать промышленную технологию, получить лигнин, служащий связующим элементом. Но есть способ использовать отходы древесного производства, вводя в опилочный состав различные вяжущие ингредиенты:
- клей для обоев,
- глину,
- бумагу.
Чтобы не приобретать профессиональное оборудование для сушки и прессовки стружки, применяется более доступная технология. Древесные отходы вымачивают в воде, соединяют с глиной в пропорции 1:10. Вместо глины добавляют размокший картон или клей для обоев.
После смешивания полученную массу закладывают в форму самодельного станка для производства брикетов, крепко сжимают руками. Кирпичики достают, отправляют на просушку.
Самодельное приспособление
Конструкция пресса для опилок включает механический винтовой привод. Перфорированная емкость, установленная на брикетер, после наполнения подготовленной смесью помещается под станину. Вручную закручивается винт, создается давление. Сделать приспособление несложно, не нужна схема или чертежи, достаточно взглянуть на рисунок.
Винтовой прибор имеет невысокую производительность. Работа с ним требует много времени на загрузку формы, закручивание винта. Не совсем удобно извлекать брикет из формы. Альтернатива — самодельный пресс, предусматривающий рычажный элемент и специальный выталкиватель для извлечения готового материала. Чтобы оптимизировать производственный процесс, часто оборудуют станину не одной, а двумя формами.
Существует и более усовершенствованный вид механизированного оборудования. Домашний мини-пресс может комплектоваться не ручным, а гидравлическим домкратом, что позволяет существенно увеличить производство топлива. Для сборки этого брикетировщика требуются определенные навыки. Но не стоит рассчитывать на обеспечение давления, необходимого для выжимки лигнина. Без дополнительных связующих компонентов обойтись не получится.
Способы создания устройства
Изготовить в домашних условиях экструдер невозможно. Все самодельные станки прессуют брикеты в форме (стакане) прерывистым способом.
Главная задача конструктора – обеспечить удельное давление хотя бы в 150 кг/кв.см. Эту величину определяют 2 фактора:
- создаваемое прессом усилие (прямая зависимость);
- площадь поперечного сечения формы (обратная).
Подбирая соотношение этих параметров, достигают нужных характеристик.
Например, станок давит на порцию сырья с силой 1350 кгс. Если брусок имеет сечение 5х5 см, удельное давление составит:
P = 1350 / (5 х 5) = 54 кгс/кв.см
При столь низких показателях брикет будет крошиться. При уменьшении размеров его сечения до 3х3 см, конструктор увеличит удельное давление до:
P1 = 1350 / (3 х 3) = 150 кгс/кв.см
Существует несколько способов добиться большого усилия.
Задача конструктора состоит в обеспечении удельного давления пресса.
Использование мускульной силы и рычага
Это наиболее простой вариант пресса, все его элементы могут быть изготовлены в домашних условиях.
В качестве рычага используют прочную трубу, например усиленную водопроводную диаметром 40–50 мм со стенкой толщиной 4–4,5 (мм). Один ее конец снабжают осью и фиксируют в кронштейне так, чтобы другую сторону можно было поднимать и опускать.
На небольшом расстоянии от точки вращения крепят шток с пуансоном.
Сила сжатия будет равна Q = P * (L / L1), где:
- P – вес оператора, воздействующий на свободный конец рычага;
- L – длина трубы;
- L1 – расстояние от точки вращения до места соединения штока с пуансоном.
Пример:
- оператор весит 90 кг;
- длина рычага – 3 м;
- расстояние от точки вращения трубы до пуансона – 0,3 м.
При таких условиях сила сжатия составит:
Q = 90 * (3 / 0,3) = 900 кгс
Нужно учесть, что такая же сила воздействует на кронштейн в точке вращения рычага, поэтому тот должен быть прочным.
Для достижения давления в 150 кгс/кв.см площадь сечения бруска должна быть равна:
S = 900 / 150 = 6 кв.см
Рычажную установку проектируют так, чтобы производить брикетирование в 1 прием. Иначе придется тратить время на подсыпку сырья, что приведет к снижению производительности.
Глубина погружения пуансона зависит от объема порции. Ее вычисляют по формуле A = H * (1 – (p1 / p2)), где:
- H – высота стакана;
- p1 и p2 – плотность сырья и брикета соответственно.
Чем больше A, тем дальше нужно отнести шток от точки вращения. Но это приводит к уменьшению силы сжатия.
Подбор параметров производят так:
- Вычисляют площадь поперечного сечения трубы, из которой будет сделан стакан.
- Рассчитывают требуемое усилие и исходя из этого определяют расстояние штока до точки вращения.
- Изготавливают пробный брикет.
- Если за 1 подход не удалось обеспечить нужную степень сжатия, отрезают часть стакана, чтобы уменьшить его длину.
Формула для расчета силы давления поршня (m) в зависимости от прикладываемого человеком усилия (M), расстояния от поршня до точки крепления рычага (l) и его общей длины (L)
Если высокая производительность не нужна, делают брикет в несколько приемов, догружая сырье.
Чтобы увеличить силу давления на рычаг, можно привлечь помощника.
Применение гидравлического домкрата
Бытовой гидравлический домкрат развивает усилие в 30–40 тс. Если оснастить им пресс, доступная площадь формы составит:
S = 30000 / 150 = 200 кв.см
Гидравлический домкрат развивает большое усилие.
Такой станок можно оснастить несколькими формами. Тогда раму для пуансонов делают из прочного проката, например двутавра или толстостенной профилированной трубы.
Недостаток пресса на базе гидравлического домкрата состоит в большой продолжительности цикла. Зато у него выше производительность, а брикеты больше похожи на изготовленные промышленным способом.
Конструкция типового гидравлического пресса состоит из рамы и подвижной балки, на которую ставят домкрат. Возврат системы в исходное положение происходит за счет действия пружин
Винтовой механизм прессования
Еще одно приспособление для усиления мускульной силы – винт. Величину создаваемого им давления вычисляют на основании «золотого правила механики».
L1 / L2 = Q2 / Q1, где:
- L1 – путь, пройденный точкой приложения мускульной силы;
- L2 – перемещение пуансона, закрепленного на винте или рычаге;
- Q1 – мускульная сила;
- Q2 – развиваемое прессом давление.
Пример:
- длина рукояти в хвостовике винта – 80 см (2 плеча по 40 см);
- приложенное оператором усилие – Q1=40 кгс;
- шаг резьбы винта – 3 мм.
Винтовой механизм прессования усиливает мускульную силу.
За 1 оборот точка приложения мускульной силы, т.е. конец рукояти, пройдет путь:
L1 = 2 * П * 40 = 2 * 3,14 * 40 = 251,2 см
Пуансон опустится на L2 = 3 мм = 0,3 см. Сила воздействия с его стороны на сырье равна:
P2 = (L1 * P1) / L2 = (251,2 * 40) / 0,3 = 33493 кгс
Фактическое усилие будет меньше, т.к. часть энергии оператор израсходует на преодоление трения в паре винт-гайка. Средний КПД подобных приспособлений составляет 25–30%. Значит, рассмотренный в данном примере пресс давит на порцию сырья с силой 33493,3 * 0,25 = 8373,3 кгс.
Преимущества винтовых прессов:
- наибольшая сила среди ручных устройств;
- компактность;
- простая конструкция.
Недостатки:
- цикл имеет большую продолжительность;
- изготовление винта и гайки придется заказывать токарю.
Оператор должен контролировать прилагаемое усилие, иначе можно сорвать резьбу.
Рекомендуется увеличивать давление понемногу и, как только будет получен приемлемый результат, поставить на винте метку, обозначающую крайнее положение.
Самодельные брикеты – за и против
Причины, из-за которых данный вид топлива очень привлекателен, понятны. Когда у человека имеется собственное древесное производство либо возможность дешево покупать опилки для брикет, то мысли об их изготовлении в домашних условиях вполне закономерны. Дело в том, что далеко не всякая отопительная техника приспособлена для сжигания опила. Как правило, древесная мелочь в обычной печи или котле сгорает быстро и отдает мало тепла, да еще и половина просыплется в зольник.
Оказывается, здесь тоже не все так просто и вот почему:
- Покупать заводское сушильное и прессовое оборудование – неоправданно дорогое мероприятие. Дешевле приобрести готовые евродрова.
- Можно сделать пресс для брикет самому и делать их кустарным способом. Но изделия будут низкого качества и дадут мало тепла, а времени отнимут много.
После выдавливания воды и последующей сушки брикет становится довольно легким
Пункт второй требует разъяснения. Из-за невозможности соблюсти технологию «кирпичики» после сушки получаются легкими из-за малой плотности. Их удельная теплота сгорания втрое ниже, чем у древесины, значит, для отопления их понадобится втрое большее количество. Весь процесс займет массу времени и отнимет много энергии. Да и хранить такой объем топлива, чтобы оно не набралось влаги, весьма затруднительно.
Познавательное видео для энтузиастов, желающих давить заняться ручным брикетированием разнообразных домашних отходов:
Это интересно: Мастерим своими руками — односкатный навес из металлопрофиля